车身焊接夹具尺寸精度研究
车身精度是汽车整车质量中非常关键的质量指标,它直接影响整车的密封性、舒适性及美观性等。目前,车身尺寸控制精度已经成为汽车制造业研究的焦点。同时,国内汽车业越来越关注汽车车身制造精度,车身零件共有300~500 个,冲压件则需要在焊接夹具上装配后夹紧焊接,焊接后的车身尺寸偏差无疑和焊接夹具的精度有重要的关系。
在车身的新产品开发过程中,焊接夹具在投入使用前需要对其进行精度的评估。汽车制造公司把焊接夹具委外给夹具制造公司时要有投产终验收标准,汽车制造公司除对焊接夹具的结构性、标准性有各自的要求外,一般都会对焊接夹具本身尺寸精度有通用要求。检测主要通过三坐标测量仪(CMM,Coordinated Measurement Machine)和其他辅助设备检测焊接夹具,之后对焊接夹具的精度进行评估,判断焊接夹具是否合格,是否能够满足使用要求,能否满足车身精度的要求。
本文重点介绍了焊接夹具尺寸精度检测评估两种方式:一种是静态检测评估,另一种是动态检测评估。
焊接夹具尺寸精度的静态评估方法
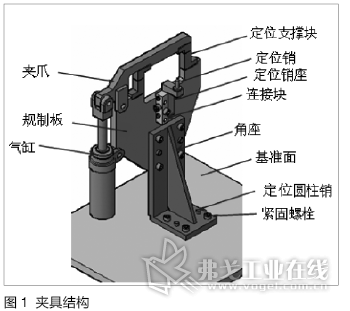
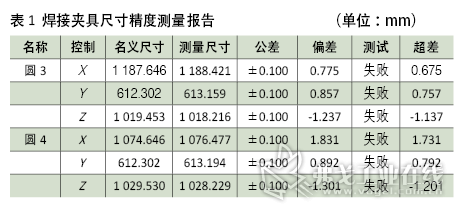
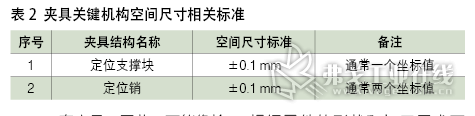
焊接夹具尺寸精度的静态检测评估方法在工作中比较常见,几乎所有的车身焊接夹具制造公司或汽车制造公司都采用这种方式:使用三坐标测量仪测量焊接夹具的定位销、定位支撑块的空间位置。夹具结构如图1所示, 焊接夹具尺寸精度测量报告见表1;夹具关键机构空间尺寸的相关标准见表2。
焊接夹具尺寸精度的动态评估方法
焊接夹具尺寸精度静态评估能够对定位零件中主体结构的定位销和连接支撑块进行有效的空间尺寸精度测量评估,但夹具使用的耐久性和定位的可靠性缺乏有效的评估。夹具是制造工装,通常需要连续生产使用,而且一个车型通常会使用150~250套夹具,因此,不能像检具一样使用三坐标测量仪进行周期性的标定;另外焊接夹具在进行零件装配时受到零件回弹和尺寸公差的影响,对焊接零件有应力,这些应力在装配冲压零件时才能体现,所以焊接夹具尺寸精度静态评估不能完全客观地评估出真实结果。这时就需要引入焊接夹具尺寸精度的动态检测评估方法。
焊接夹具尺寸精度的动态检测评估又可分为尺寸精度耐久性评估和尺寸精度可靠性评估。
1.尺寸精度耐久性评估
在进行耐久性评估时,主要对焊接夹具的制造精度做检测,如果销孔和销座的加工尺寸精度不能满足标准,即使定位销牢牢地拧紧在连接块上,定位销在零件反复冲击的情况下也会发生松动,如果定位销在销座上松动,定位销定位零件的精度将出现尺寸偏差,并且出现反复拧紧、松动的情况。如果长时间出现松动情况,会造成销座孔磨损,夹具无法继续满足使用要求。
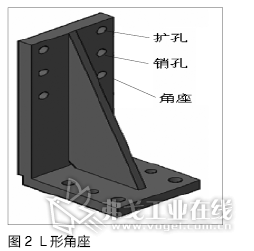
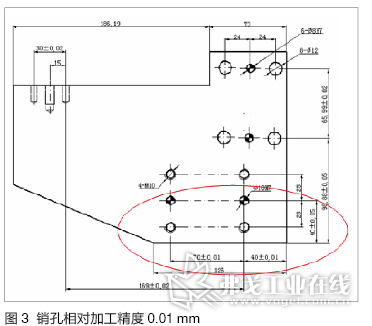
在焊接夹具中,角座通常有L形和立柱形两种,如图2所示。角座在夹具中起到将夹具基准面和规制板连接到一起的作用,它们之间相互的位置也是靠定位圆柱销来保证的,角座加工中销孔的位置精度为±0.01 mm。规制板在焊接夹具中用来确定支撑块的位置,并将角座和连接块连接在一起,规制板上安装夹爪和气缸,给夹紧力起到支撑点的作用。根据零件的形状和加工需求不同,规制板的形状也不同;但与角座和连接块的相互位置也是靠定位圆柱销来保证的,销孔的相对加工精度为±0.01 mm ,如图3所示。
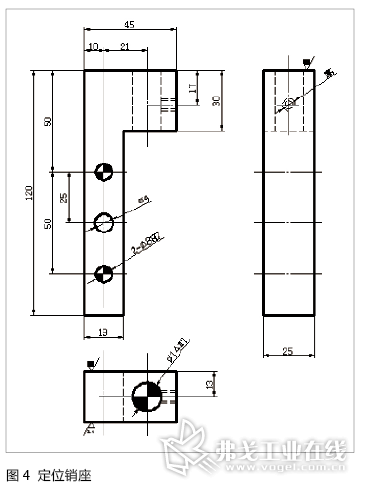
定位销座的主要作用是将定位销固定在夹具中正确的位置,在图4中可以看到定位销座是通过两个定位圆柱销、一个连接螺栓同连接块装配在一起的,因此定位销座与连接块的加工精度一样,也是±0.01 mm。如果,以上所有夹具结构部分的加工精度不达标,即使拧紧螺栓能够固定结构件,高频次使用也会造成定位支撑块和定位销发生松动,导致定位冲压件尺寸偏差,无法满足使用要求。
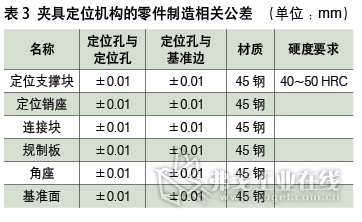
另外,焊接夹具的定位销和定位支撑块的硬度一般要求为40~50 HRC,这也是对焊接夹具耐久性的要求。夹具定位机构的零件制造相关公差见表3。
焊接夹具在使用中的可靠性是进行焊接夹具尺寸精度评估中最关键的项目。在不进行车身尺寸深入研究时,可不对此项进行评估。
2.尺寸精度可靠性评估
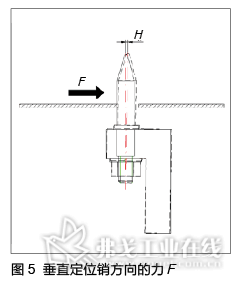
焊接夹具静态尺寸精度通常都可以做到完全符合要求,但为什么要进行夹具调试呢?除了由于薄板冲压件不能做到完全符合要求,需要进行适当的夹具调整来“中和”零件的不合格,以满使最终产品的偏差量减小;另一个重要因素是焊接夹具上的定位销在定位零件时通常受到垂直定位销方向的应力,这个力主要是由定位孔的偏差造成的,定位销需要克服定位孔的偏差就受到如图5所示的力F,定位销在受到力F的情况下会发生空间位置的偏差,这个偏差会使焊接车身零件时尺寸发生偏差。
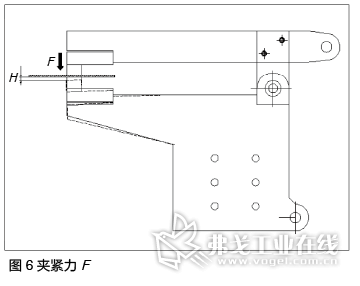
同样定位支撑块在进行定位时为了保证焊接零件定位贴合,通常会有一个夹紧力F,如图6所示。有时为了克服零件的回弹力,夹紧力F会加大,定位支撑块受力F作用也会出现空间位置的偏差,使焊接车身零件时尺寸发生偏差。定位车身零件两种结构是焊接夹具最重要的作用,而这种情况的偏差在夹具精度尺寸的静态评估中是无法体现出来的,这时需要建立模拟动态情况。
夹具的精度可靠性的研究通常还有夹具的夹紧力的标准要求,夹紧力要求主要是为了解决薄板冲压件回弹对尺寸精度的影响,夹具的设计公司一般都有具体的要求,焊接夹具的夹紧力和板厚参考值见表4。

结语
国内汽车制造业要实现车身尺寸技术的研究、制造精度的提升,赶超欧美、日韩车系的车身尺寸精度,就需要对影响汽车车身尺寸的设计偏差、冲压件制造偏差和装配焊接偏差等方面做深入研究。国内汽车业对焊接夹具的系统性的评估鉴定还没有系统性的标准,这会制约汽车车身尺寸控制发展的速度。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖