变速器壳体加工提高效率的刀具方案
刀具是机械加工中影响效率及成本最重要的装 备 , 下面结合我公司 DCT270 变速器壳体的机加情 况,从刀具方面浅析壳体类零件提高效率的方法。
复合刀具的应用
复合刀具是集多种加工于一体,一把刀具具备 多把刀具的功能,在一次刀具进给过程中能完成多 道工序的加工,因此可以减少刀具更换次数、机床 工作台运行次数,从而缩短辅助时间,提高工作效 率。
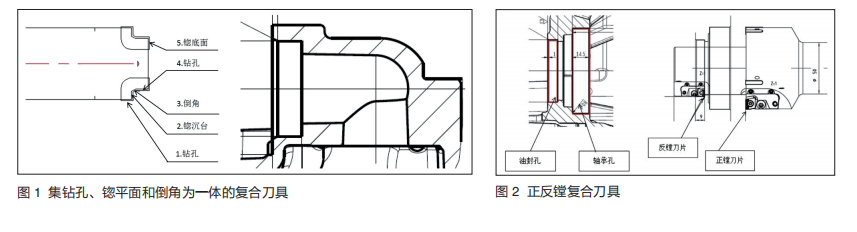
如图 1 所示,复合刀具集钻孔、锪平面和倒角 为一体,一把刀具具备 5 把刀具功能。如果采用 5 把刀具,每把刀具都需要换刀时间及刀具定位时间、 工作台移动及转位时间,5 套刀具所用换刀时间约 20 s,加工时间约 13 s,换刀等待约 10 s,共计 43 s。如果采用复合刀具,可以在一次切削加工中 完成 5 把刀的动作,换刀时间 4 s,加工时间 8 s, 共计 12 s,减少了换刀、工作台快移及刀具定位 的次数。2 种方案对比,时间节约 31 s,效率提升 2.58 倍。
高质量加工,可以保证零件合格率,从而达到 提高效率的目的,部分孔位加工,使用复合刀具可以有效提高加工质量。
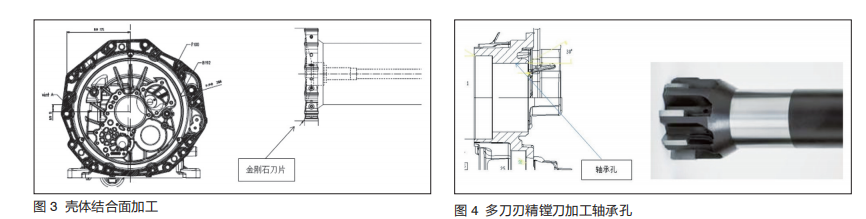
如图 2 所示,轴承孔与油封孔需要对向加工, 其同轴度精度要求为 0.05 mm。如果采用 2 把精 加工刀具,存在工作台转位误差及换刀后的刀具定 位误差,若 2 把刀具的定位误差异向,工作台转位 误差异响,则会增大零件的同轴度公差,其产品要 求的同轴度精度要求难以保证。如果采用正反镗复 合刀具,无工作台转位动作,无更换刀具的重复定 位动作,2 个孔的加工无工作台转位误差,也没有 机床换刀带来的定位误差的影响,零件加工精度消 除了这两方面的影响,零件质量得到有效的控制, 从而提高了加工效率。
高速刀具的应用
切削速度是影响刀具加工节拍的关键因素,刀 具材质是影响切削速度最关键的因素。金刚石刀具 是目前加工铝合金材料的高速切削刀具最佳选择。 金刚石材质具备硬度高、导热系数好、热量传递迅 速和摩擦系数低的特点,可显著减小切削力。其亲 和力很小,在加工过程中不易形成积屑瘤等特性, 可在高速切削中获得很高的加工精度和加工效率。
图 3 所示加工壳体结合面,如果采用硬质合金刀具,线速度 500 m/min,进 给 量 2 000 mm/min, 铣 削 此 平面需要 16 s。如果采用金刚 石铣刀片,刀具线速度可以达 到 2 000 m/min,进给量可达到 12 000 mm/min,铣削此平面仅 需要 5 s,效率提高 2.2 倍。
多切削刃刀具的应用
刀具进给量是刀具加工效率 的直接因素,刀具切削进给量 = 主轴转速 × 每齿进给量 × 刀具 刃数,因此刀具刃数越多,则刀 具的进给量就会越大,效率就会 越高。
如图 4 所示为精镗轴承孔。 如果采用单刃精镗刀,进给量 200 mm/min,精镗此轴齿孔, 加工时间 12 s。如果采用多刃精 镗刀,进给量 600 mm/min,精 镗此轴承孔,加工时间 4 s,效 率提高 2 倍。
总结
变速器壳体加工,在刀具方 案方面,通过采用复合刀具、金 刚石材质刀具、增加刀具切削刃 数的方案,可以提高变速器壳体 加工效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论