电子束焊的基本原理,分分钟涨知识!
电子束焊接,简称EBW焊接,是利用加速和聚焦的电子束轰击置于真空或非真空中的焊件所产生的热能进行焊接的方法。电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航空航天、原子能、国防及军工、汽车和电气电工仪表等众多行业。

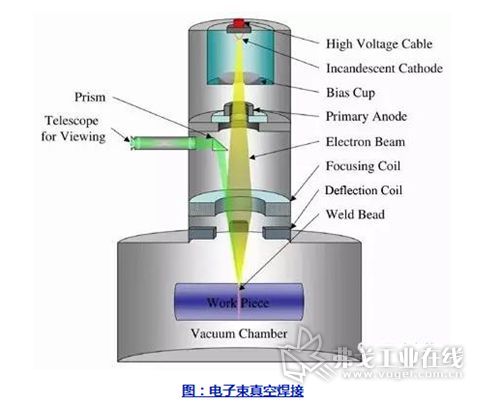
电子束焊接的基本原理是电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦就可以形成能量密度极高的电子束,用此电子束去轰击工件,巨大的动能转化为热能,使焊接处工件熔化,形成熔池,从而实现对工件的焊接。
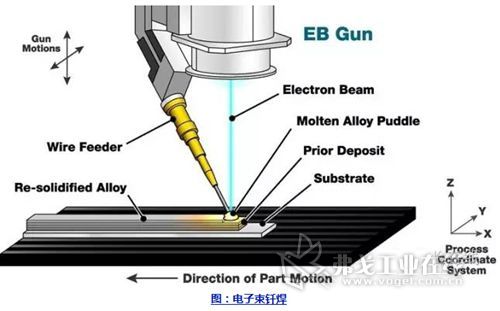
随着该技术的日趋成熟和广泛应用,电子束焊接在技术和工艺方面都取得了重要进展并且衍生了很出多新特种焊接技术,如:电子束钎焊、电子束填丝焊、电子束扫描焊接、活性剂电子束焊接、局部电子束真空焊接、电子束焊-钎焊复合焊、电子束-等离子弧复合焊接)。
电子束焊是利用空间定向高速运动的电子束撞击工件表面后,将部分动能转化成热能,使被焊金属熔化,冷却凝固后形成焊缝。
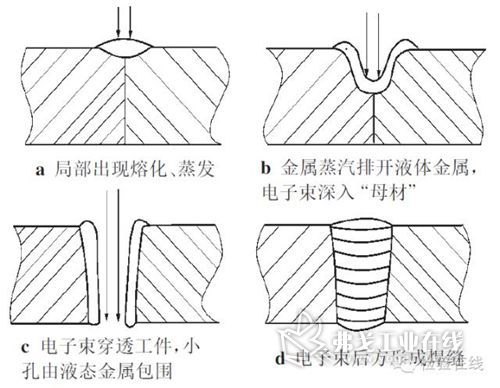
这种经过电子枪产生,并由高压加速和电子光学系统汇聚成的功率密度很高的电子束撞击到工件表面,电子的动能转换为热能,使金属迅速熔化和蒸发。在高压金属蒸汽的作用下,熔化的金属被排开,电子束就能继续撞击深处的固态金属,同时很快在被焊工件上钻出一个锁性小孔,小孔的周围被液态金属包围(如上图)。随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,逐渐冷却、凝固形成焊缝。
电子束焊自诞生以来,备受各国青睐主要优势以及现阶段亟待提高的地方:
1、几乎可以焊接各种金属,如黑色金属、有色金属、活性金属及其合金,因为电子束功率高达105-107W/cm²,比电弧焊高1000倍以上,所以可以方便的焊接耐熔材料,如钨、钼等。 2、焊缝熔区即深又窄,深宽比可达50:1,焊件变形可忽略不计,很多精密零件焊后仍然保持精度,并不需要再次精加工,比常规焊接方法可节省大量工时。对于无法整体加工的零件可以采用两件甚至三件后采用此法来进行焊接起来,这样对于原加工工艺可以减少难度,省时、省料甚至可使零件的结构变的更加合理。
3、电子束不仅能量密度高而且可精确调整,被焊零件的厚度可薄至0.05mm,厚至300mm(钢)如果要是铝可达到550mm,最主要的是不用开坡口一次就焊透。
4、因为焊接在真空中进行,可以避免空气中的氢和氧对焊缝的影响,可高质量的完成对较活性的材料焊接,如钼、铀、钛等。
5、对于两种物理性质差别很大的材料也可焊接,比如非常薄的铜片与非常厚的钢制零件焊接到一起。
6、因为电子束的能量非常高,拿0.8mm钢板来说,焊接速度可达200mm/s,如果要焊接200mm厚的锰钢,焊速也可达300mm/min,这是常规焊接方法可望而不可即的。
7、正是由于焊速快,温度高,所以焊接熔区非常小,这就决定了输入能量比常规焊接小得多,因此热影响区就很小,这对材料本身性能影响就小,这对各类敏感器探头的封装是非常有利的。
8、由于电子束的能量可以非常精确的控制,这样,采用同样工艺焊接的产品,前后各零件的尺寸差别是非常小的,这也是常规焊接无法企及的。
9、但是,现在之所以不能普遍采用此焊接技术主要是因为,电子束焊设备涉及到很多学科,如高电压、真空、电子光学、各类电源与控制、计算机技术和精密机械等,这就要求了操作人员和维修人员要求很高的素质要求。
10、再者就是,电子束焊机的成本也是非常昂贵的,一个三流货色的小型焊接台都要几十万刀,再好就要上千万刀了,这可不是一般小企业能够承受的起的啊。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖