环境温度对精密加工质量的影响

加工特性的理论尺寸与实际测量尺寸对比
AT自动变速器主壳体在试制时遇到了精加工的“质量问题”,经过抽检及其数据分析发现,加工环境温度对加工精度及其测量结果有很大的影响,特别是铝质工件,环境温度的日变化极易引起加工质量的不稳定。
我公司在 ATF460自动变速器的试制过程中发生过一次“质量事故”,通过抽样检测及分析研究发现,铝质工件对精加工环境温度控制的要求较高,在我公司后续的4GB1小排量发动机项目中,我们进行了温度控制的推广应用。
试制中的质量问题及样件检测
2008年1月,我公司ATF460自动变速器主壳体试制设备、夹具和刀具全部调试完毕,2月1日进行小批量试制,但是加工质量极不稳定。通过对“人、机、料、法、环、测”六个方面的分析及排查,我们认定“机、环、测”三个方面对加工存在影响,造成加工质量不稳定,而其根本的原因就是“环”中的环境温度的日变化,因此,我们需要进一步对工件本身及其尺寸、温度变化等内容进行检测分析。
ATF460自动变速器主壳体材质是压铸铝合金 AlSi9Cu3(Fe)(国外牌号为ADC12,膨胀系数α1=0.0000238),主要成分为——Si:8.0~11.0,Cu:2.0~4.0,Mn:<0.55,Mg:0.05~0.55,Zn:≤1.2,Ni:≤0.55,Fe:≤1.3,Cr:<0.15,Sn:≤0.25,Pb:≤0.35,Ti:≤0.25,Al:余量。
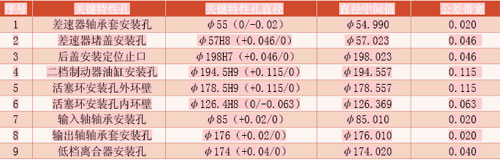
表1 主壳体关键孔尺寸 (单位:mm)
该主壳体的加工采用德国海科特卧式加工中心,重要加工孔的详细尺寸见表1,加工刀片材质为硬质合金或者PCD,刀体材质为重金属(钢结硬质合金,膨胀系数α2=0.0000068)。
在刀具中,刀片只是很小的一部分,因此在研究其温度引起的膨胀变化时,可将其视为与刀体材质相同。
我们抽取2月1日中典型温度环境下三件工件进行数据全检,温度记录以机床上的环境温度监控为标准。刚开始加工时(9点左右)工作环境温度为5℃,抽样一件,记为1#样件;当日最高环境温度(14点左右时)为13℃,抽样一件,记为2#样件;当日最低环境温度为-2℃(23点左右),抽样一件,记为3#样件。1#、2#、3#样件送至检测间,放置24h后检测,结果见表2。
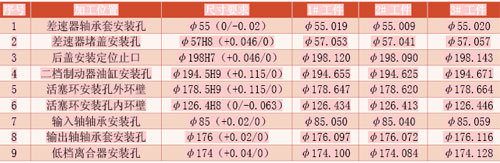
表2 1#、2#、3#样件检测数据 (单位:mm)
数据分析
我们忽略刃具磨耗、设备主轴跳动、测量等环节累积的约3mm上下浮动变化量的影响,开始加工时所有刀具都调整在对应尺寸的中间值;我们对1#、2#、3#样件进行尺寸热膨胀影响分析计算。
1#样件为对刀后加工的首件,理论上加工出的工件尺寸应等于刀具尺寸(见表3)。
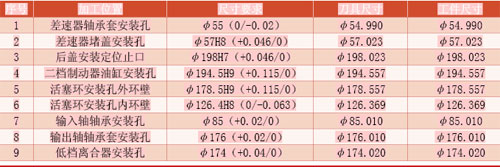
表3 1#样件及对应刀具尺寸 (单位:mm)
2#样件的温度较1#样件变化了8℃,则:
刀具尺寸=原始尺寸+原始尺寸×温度的变化值×热膨胀系数α2
由此可计算出此时的刀具的尺寸以及加工出工件的工件尺寸,见表4。
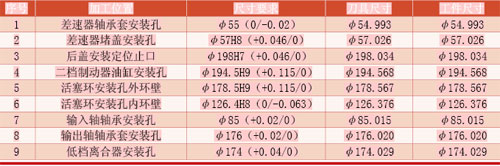
表4 2#样件尺寸 (单位:mm)
3#样件的温度较1#样件变化了-7℃,此时的刀具的尺寸以及加工出工件的工件尺寸见表5。
将1#、2#、3#样件送至检测间,放置24h后,工件温度应和检测间温度相同,工件尺寸(相当于检测尺寸)变化较大。
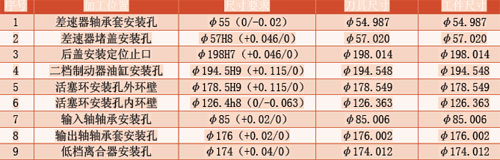
表5 3#样件尺寸 (单位:mm)
此时尺寸公式为:
工件尺寸=原始尺寸+原始尺寸×温度的变化值×热膨胀系数α1
由此可计算出1#、2#、3#工件送至检测时各特征孔的理论尺寸,具体见表6。
根据以上数据分别绘制各加工特性的理论值与实际测量值的折线图进行对比(见图)。
对比看出,1#、2#、3#工件的随温度变化的造成的尺寸变化的曲线与我们计算得出的变化曲线是相近的,可以肯定,温度变化是造成这次“质量事故”的主要原因。
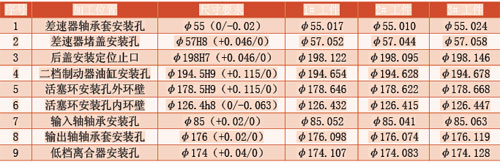
表6 1#、2#、3#样件的理论尺寸 (单位:mm)
温度环境的控制及推广应用
通过此案例分析,我们可以确定,精度要求较高的铝质壳体的加工质量受温度变化的影响比较大,因此,我们可以认为温度环境的控制不仅对动力总成产品自制件的加工有着切实的意义,同时对动力总成产品的装配也有同样的切实意义,而且,由于装配的环节更多,它对环境温度控制的要求应该比机加工更高。
回顾2006~2007年间,我公司的4GA1发动机的缸盖生产常呈现季节性(主要出现在冬季)质量事故,而在事故中又存在一个矛盾,由我们自行检测的工件都是合格品,但一经质量管理部门检测某些关键特性又会出现批量超差,究其原因就是温度变化对加工尺寸发生影响。当时我们采取在线即时检测的办法,而质量管理部门采取将检测件拉到公司检测间进行检测的办法,而且检测周期也很长,都超过了12h。
鉴于此,我们在2008~2009年新建的4GB1小排量发动机项目中向公司提出了建设洁净生产环境,同时对生产环境内的温度进行控制的理念。在项目建设中,我们要求冬季环境温度需控制在10℃以上,夏季环境控制在28℃以下,同时保证环境温度的日变化量小于8℃。当然,生产环境温度控制耗能极大,各企业应根据各自产品的精度要求,综合考虑能耗成本,结合当地气候的温度变化情况来决定其温度控制的需求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖