汽车座椅电动滑轨静音及振动在线测试系统
汽车座椅电动滑轨静音及振动在线测试系统为国内首台用于在线综合自动测试电动滑轨的振动和噪声测试系统,可进行时域综合噪声、频域分频噪声、异响情况、运动过程电流值、三轴向加速度及滑轨全行程的自动检测,很好地满足了滑轨生产检测发展需求,提高了国内滑轨生产检测水平。
随着我国居民生活水平的提高,人们对汽车安全和舒适性的要求也越来越高,作为与驾乘者密切接触的座椅来说尤为突出,配备有电动操控装置的座椅成为越来越多购车者的选择,其质量的好坏直接影响到用户对整车的评价。作为这种高档汽车座椅的核心部件之一,汽车座椅电动滑轨必须满足调整的便利性和舒适性两大要求。如果滑轨在调整过程中振动较大,势必影响乘坐人员的舒适感,尤其对于行车中的驾驶人员来说这种不舒适感容易引起注意力分散,从而影响到行车的安全性。
因此,汽车生产厂家对座椅电动滑轨的质量提出越来越高的要求,针对座椅电动滑轨一系列性能参数也提出相应要求。为满足汽车座椅电动滑轨的生产检测需求,我们进行了汽车座椅电动滑轨静音及振动在线测试设备的设计与开发。
设备主要结构
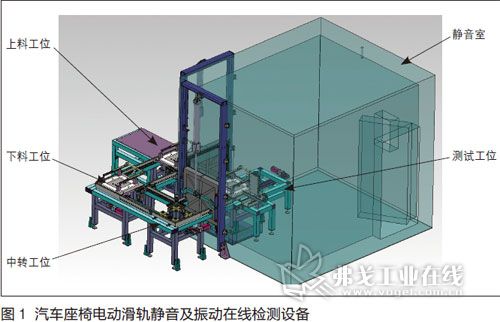
汽车座椅电动滑轨静音及振动在线检测设备总体示意如图1所示,包括静音室、线体上料工位、测试工位、中转工位和下料工位。
1.静音室
静音房主体结构为六面体结构,采用模块化拼装技术,易于安装与拆卸。每个模块化部件外部为高强度钢板弯制,外表面采用喷涂技术处理表面,外表面美观且便于清洗;部件中部采用双层隔音板隔音;内侧采用多孔铝板及优质隔音棉,隔音效果好且美观大方。静音室中相邻的两个墙壁设有开启式气动窗,用于工料的进入和送出;静音室设有透明观察窗和一个操作者进出操作门,门窗关闭接合面采用密封嵌条密封;静音室内部配置空调、换气及照明系统,外部环境综合噪声小于80dB,静音室内本底噪音不大于40dB,静音室内振动加速度小于0.05g。
2.线体
线体设置4个工位,呈正方形分布,按顺时针顺序依次为上料工位、测试工位、中转工位及下料工位。每个工位配置有一个电动缸及多个气缸,电动缸采用伺服电动机驱动,可精确将工装盘移动定位到下一工位。气缸按作用分别为进导向气缸、出导向气缸、供电气缸、定位气缸、锁销气缸和缓冲保护气缸。
线体上设立3个工装托盘,工装托盘上有两组气缸,用于夹紧被测工件。每个工装托盘控制系统包括气动及电控两部分,气动系统采用气逻辑方式控制,采用FESTO公司气体与阀及气体或阀实现夹紧气缸动作顺序。同时,工装托盘通过可控单向阀保证脱离工位运动过程中夹紧气缸内气密性,工件始终处于夹紧状态。工装托盘电控系统主要包括气缸状态反馈及气逻辑脉冲控制两部分。
测试系统方案设计
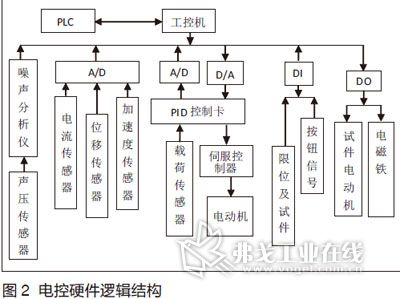
电控与测量系统由工业控制计算机总成、电动机与驱动系统总成、传感器与测量单元、I/O单元、辅助电控单元及PLC控制系统构成,测试工位电控硬件逻辑如图2所示。试验台由计算机控制伺服电动机按照设定参数完成速度与位置控制。电流传感器实时采集当前电流,噪声仪及麦克风超过设定限值时会有软件及硬件过载保护。计算机系统将计算并在时间坐标下显示实时曲线,并可完成数据保存与实验结果打印输出功能。PLC系统控制整个线体的运行,负责工装托盘转位、气动窗打开关闭及与计算机通信等。
系统通过GRAS 46AE声压传感器测量声压并按照比例转换为电压信号,选用NI音频分析仪PCI-4461采集声压信号,通过A级计权、傅立叶变换和分频处理等手段获得时域综合噪声和频域分频噪声。
我们针对滑轨行程测试,进行了接触式和非接触式两种方案设计。接触式通过伺服电动机和载荷传感器及连接机构,采用力闭环控制,实现探杆实时跟踪滑轨运动轨迹,同时伺服编码器精确测量滑轨行程。非接触式测试通过选用激光位移传感器,借助平面夹具实现激光位移传感器实时反馈值测试,前后极限反馈值差值即为滑轨行程。
在滑轨振动方向未知的情形下,采用三轴加速度传感器进行空间加速度测试,反应滑轨振动性质。
主要功能及测试流程
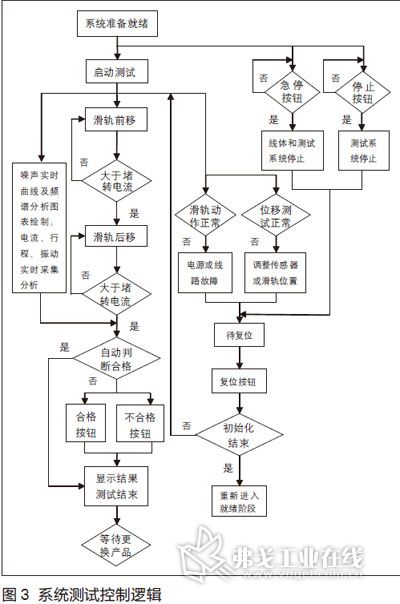
工装托盘转位通过4个工位齿带形电动缸及气缸动作配合实现。操作工人上下料完成之后,系统自动打开上下料气动窗,3个工装托盘同步动作,分别由上料工位、测试工位和下料工位转换到测试工位、中转工位和上料工位,最后关闭气动窗并同时将中转工位工装托盘送到下料工装。测试系统收到线体给出的解锁信号后即进入就绪状态(见图3)。
测试工位按下启动测试按钮,首先气动机械手将三轴加速度传感器放置于滑轨上后缩回,然后滑轨电动机供电使滑轨前移,同时系统开始实时采集分析显示噪声、电流、位移和振动加速度并分别绘制相应曲线,针对噪声测试,系统还进行了1/3倍频分析和频谱图表的实时绘制。
当滑轨前移测试电流大于前移堵转电流时,系统判断滑轨已至前极限,系统滑轨电动机反向供电,滑轨开始后移,整个过程实时进行噪声、电流、位移和振动加速度的采集分析、曲线和图表绘制工作。当滑轨后移测试电流大于后移堵转电流时,系统判断滑轨已至后限位,滑轨电动机断电停止动作。若设置为手动判断结果,此时进入待判断阶段,操作人员按下合格或不合格按钮,系统显示测试结果,否则系统自动判定测试结果,完成本件产品的测试,等待更换下一件产品。
整个测试过程中系统实时监测滑轨动作和位移测试状况,当出现异常或按下急停停止按钮时,系统停机进入待复位状态并显示故障原因和解决措施,待排查解决问题后,按下复位按钮,测试工位系统进行初始化,初始化结束后再次进入就绪阶段。
测试参数及实例说明
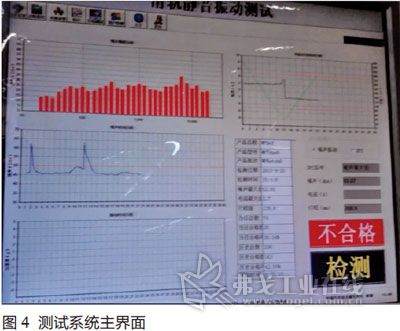
图4为某品牌车型配套电动座椅滑轨测试主界面,经测试该产品测试周期均为25.2s,线体转位周期为9.8s,背景噪声为45dB时,测试噪声不超过50dB为合格,滑轨电流不超过3.5A、行程范围(290±1)mm且振动不超过5m/s2时判为合格。
图4界面左边上方为1/3倍频频谱图,中间是噪声实时曲线,下方为振动加速度曲线,右边上方为电流和行程实时曲线,下方显示产品生产信息、性能参数实时测试值和系统工作状态。
结语
汽车座椅滑轨静音及振动在线测试设备进行滑轨噪声、振动、电流及行程在线自动测试。设备创造性的研制了联动四方传输系统,采用伺服系统电逻辑控制,使得设备输送时间小于10s,整体工作节拍约35s,可有效提升在线检测效率与精度。设备很好地满足了滑轨生产检测发展需求,提高了国内汽车座椅滑轨生产检测水平,并可为各类零部件在线噪声与振动检测提供解决方案。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论