SPS 在发动机装配线的应用效果浅析
随着国内汽车市场的快速发展,消费者对汽车配置多样化、个性化的需求越来越强烈,汽车厂商很难再对单一配置车型进行大批量的生产,取而代之的是小批量差异化的生产方式,以满足客户差异化的需求和厂商减少库存的需要。整车配置的差异化对汽车前舱内的配置产生了影响,进而造成了发动机外围附件产生差异。
发动机外围装配零部件的差异带来了诸如零部件错漏装发生、机型切换时物料摆放区域不足、装配作业效率降低等不利影响。为了解决这些问题,发动机工厂开始引入SPS 物流模式。SPS(SetParts System)作为一种高效的精益物流方式,已广泛应用在汽车生产领域。起初在汽车总装生产中开始应用,而后逐渐推广到动力总成装配线,特别是发动机的装配生产。
SPS 系统
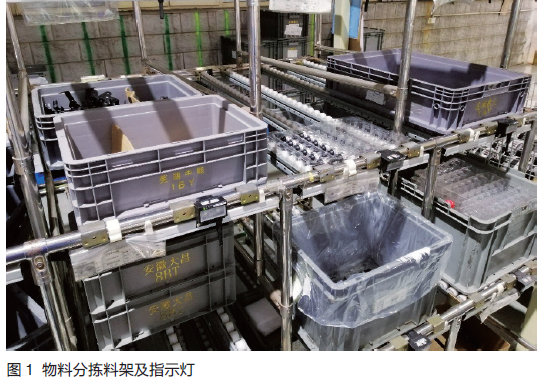
SPS 系统核心区域在物料分拣区,依托于企业MES 系统与ERP 系统的相互衔接,MES 系统自动将生产订单信息分解为机型生产顺序信息,SPS 系统将主动获取的机型信息分解为详细的产品装配BOM 清单,并以点亮指示灯的形式告知配餐操作者正确取料。因为机型BOM 信息的唯一性,操作者依据亮灯指示,可以轻松地完成在众多差异件料架上取出正确的零部件放置到SPS 配餐托盘上。在零部件料架物料取出端实施指示灯提示取料的同时,零部件料架投料端同样采取指示灯进行提示投料。物流人员使用PDA 工具扫描零部件包装上的二维码,SPS 系统自动识别零部件信息,并点亮相应物料的投料口指示灯。物料的投料端和取料端均采取亮灯指示模式(图1),投完料或取完料后,人工拨动开关熄灭指示灯,并确认投料与取料的正确性。
SPS 物流模式
配餐作业员将取出的零部件摆放在SPS 配餐托盘上固定的位置,每套SPS 配餐托盘上摆放一台份当前机型所需装配的外围附件。SPS 配餐托盘进入装配线区域时,产线PLC 通过RFID 读写装置自动比对当前生产的发动机机型与SPS 配餐托盘所拣配零部件的机型是否一致。机型匹配比对通过后,SPS 配餐托盘进入装配线辊道,以“1 台配餐SPS 托盘+1 台发动机托盘”的交替顺序进行流转(图2)。各工位装配作业员直接从SPS 配餐托盘中取出所需装配的零部件,待SPS 配餐托盘流经所有的工位后,托盘上的零部件也被完全取下并安装在发动机上。
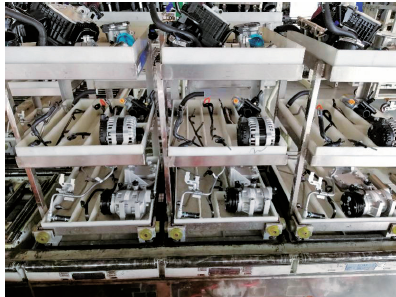
图2 SPS 配餐托盘与发动机托盘交替流转
对于多品种共线生产的发动机装配线尤其是发动机长发线来说,需要安装发电机、空压机、动力转向泵、装饰罩支架及皮带等众多外围附件,同一种外围附件根据机型不同存在不同型号或装与不装的差异。在未实施SPS 物流模式之前,采用多品种料架的方式来规避时有发生的错装零部件、漏装零部件的问题。但随着差异零部件逐渐增多,现有产线的线边面积已经无法满足新增多品种料架的需要。实施SPS 模式后,线边不再摆放任何零部件料架,线边面积不再成为产线增加差异机型混线生产的制约因素。同时,干净、整洁的作业环境也影响着作业者产生更多的积极情绪,有益于团队士气提升和产品装配质量的提升。
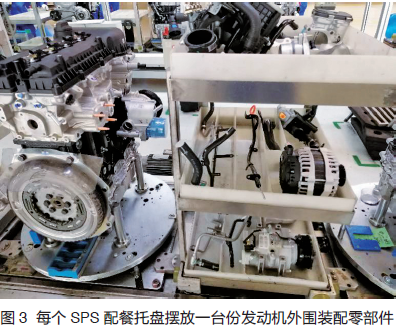
得益于物料分拣区在物料料架的投料端和取料端均设置了指示灯及拨动开关二次确认装置,分拣作业员可以轻松完成正确的零部件拣配。同时,一套SPS托盘摆放一台份发动机装配零部件(图3),装配作业员可以直接从托盘中取料装配,倘若发生漏取零部件的情况,待SPS 托盘流转至下线区域时,下线处相机将会识别出托盘中有剩余零部件,生产线随即会停止流转并报警提示。物料分拣区通过信息手段确保SPS 托盘中零部件的正确性,下线区域的相机识别防止漏取件的流出,因此,实施SPS物流方式提高了零部件装配的正确性,降低甚至规避了错装、漏装零部件的质量问题发生概率。
高JPH 生产线更加注重精益生产方法的运用,消除不增值的动作浪费是提高操作者作业效率的有效途径之一。采取SPS配餐托盘的上料模式,操作者不再需要频繁转身取件,不需要拆卸零部件的外包装,不需要在机型切换时花费时间来更换大体积零部件的物流器具。因此,实施SPS 物流模式后,对于装配线的作业者来说,不但降低了劳动强度,更重要的是减少了非增值工作时间,提高了作业效率。
综上所述,SPS 物流模式因其在物料分拣区域已经由分拣作业员将零部件摆放在配餐托盘上,因此可直接降低装配线作业员的劳动强度、提高装配作业效率。分拣零部件的正确性由信息化系统的稳定性来保证,从生产订单的下发分解、BOM 清单的调取到PLC 亮灯指示等每一个环节都必须正确、稳定。同样,在物料的投料端扫码识别、SPS 托盘上线时的机型比对环节,也都需要依靠信息化手段保证其正确性。而信息化手段本身存在一定的故障率,因此,在实际运用过程中,并不能因为采取了SPS 物流模式就认为装配线可以100% 避免装配零部件错漏装的发生,还必须建立定期进行故障验证的制度,定期保养维护设备硬件,定期核查系统信息传递的正确性,以此来保证、检验SPS 信息化系统时刻处在正常工作状态。
总结
SPS 物流模式具有许多优点,我们可以将它的优势推广应用到更多领域。单从汽车生产这个领域来看,它不仅可以单一的运用在整车总装生产线或是发动机装配线,也同样可以运用在整个车企一个流的生产过程中。为了实现多平台车型柔性共线生产,众多的车企在总装车间附近设置线边物流库,物流库区摆放了当班次装车所需的发动机总成、变速器总成。同样,发动机、变速器生产车间也需要提前建立一定量的库存,满足总装车间的需求。在发动机总成、变速器总成下线后至装车前,将会产生大量的临时库存,因为这些库存一直循环存在,不但占用着企业资金,而且占用大量的库区面积。
根据SPS 配餐的理念,借助企业级MES 的功能,使发动机、变速器的生产同整车的生产订单关联起来,不仅能有效降低中间库存,也能减少占用的厂区物流区域面积。
实施动力总成SPS 物流模式,还可以提高总装车间装配动力总成的正确性,减少转运动力总成的非增值工作时间,最终能为企业的产品装配质量提升、经营利润提升贡献力量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论