缸盖凸轮轴孔平行度与同轴度的分析及改进
生产现状和需求
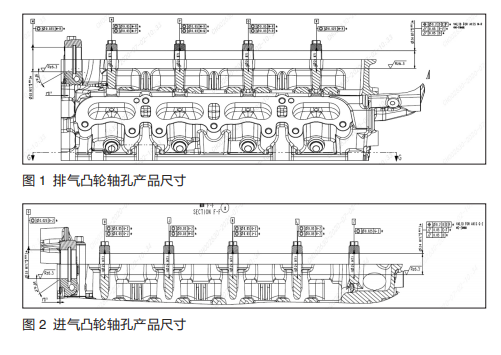
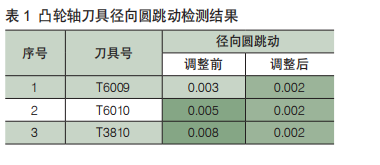
我公司需要在现有生产线上升级改造加工一 款新的发动机缸盖产品,使用现有的设备、新购 夹具。产品要求:缸盖进排气凸轮轴孔相对基准 D 和 EF 平行度≤ 0.05 mm/100 mm,相邻孔的 同轴度≤ 0.03 mm/100 mm,具体要求如图 1、 图 2 所示。实际加工的平行度和同轴度均存在不 同程度超差,项目小组重点对可能影响的因素进 行分析和改进验证。
分析改进及验证
1. 加工工艺、人员技能与毛坯材料
凸轮轴孔工艺分为三个阶段:粗加工、半精 加工和精加工。第一次装夹:粗加工用球头铣凸 轮轴半圆孔,预留单边 0.4 mm 加工余量;第二 次装夹:①半精加工 1 ~ 2 档凸轮轴孔;②精加工 1 ~ 2 档凸轮轴孔;③精加工 3 ~ 6 档凸轮轴 孔,通过对比其它机型及同行业凸轮轴孔的加工 工艺。由此,我们可以得到结论,加工工艺无问题。
缸盖使用材料是 ALSi7Cu0.5Mg0.3,对标公司内 部其它机型也使用同类材料,检测各项成分均满 足要求,现场人员操作技能是经过评估合格上岗。 我们可以判断,毛坯材料、人员技能无问题。
2. 测量设备
测量凸轮轴孔同轴度和平行度的设备是德 国进口海克斯康三坐标设备。其出厂精度合格 (1.5+3 L、1 000 mm), 按 标 准 定 期 进 行 标 定。 对标其它三款机型(477/T15B/484)使用同一台 三坐标检测平行度、同轴度均满足。结论:三坐 标测量系统无问题。
3. 刀具精度、加工程序
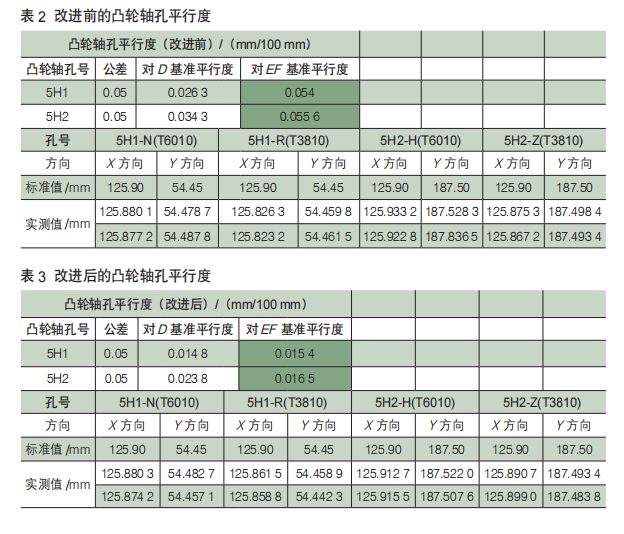
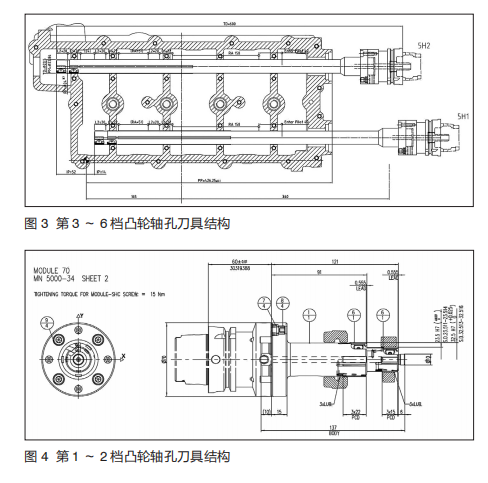
1)刀具使用的是 MAPAL 专用凸轮轴孔镗刀, 结构是自带支撑导条、法兰可调式刀具(图 3、 图 4),刀具成熟。 现场对粗精三把镗刀进行径向圆跳动检查, 结果最大为 0.008 mm,(表 1),不满足标准。调 整后均满足 0.003 mm 以内的要求。
2)对现场测量数据统计分析(表 2),发现 其中平行度整体方向一致(X 和 Y 都是前端长后端短)。机床使用的五轴加工中心, 依据回转半径核算出 A、B 轴旋 转对应的角度后,影响前后凸 轮轴孔的位置,通过补偿工件 坐标系,100% 保证两个凸轮轴 相对 D 和EF 基准的平行度,如 表 3 所示。
4 加工设备、夹具
1)使用的设备类型 GROB G500 型 号, 如 图 5 所 示, 其 中主轴精度及机床几何精度均 符合要求,此设备也一直在从 事其它机型缸盖凸轮轴孔加工, 尺寸稳定无异常。
2)对现场测量的数据进行 统计,如表 4 所示,发现其中 同轴度超差,全部集中在靠近 进气侧的 5H2 凸轮轴孔,其中具体的超差孔号是第 2 档和第 5 档如图 6 所示,相对相邻孔的 同轴度无法满足(此时平行度 都是合格)。
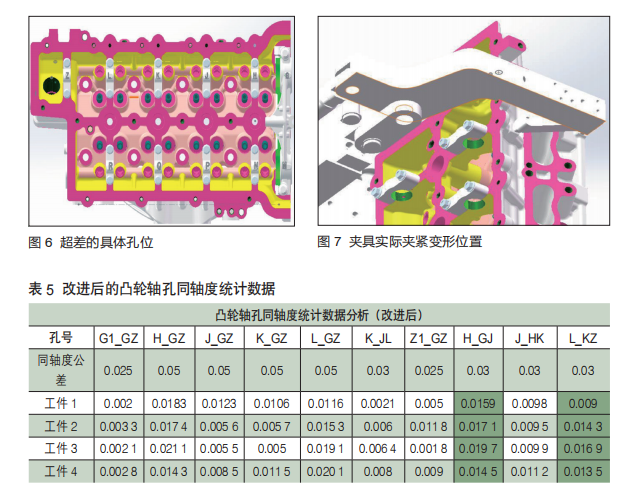
收集三坐标数据分析,不 合格的位置正好是在夹具的夹 具点位置,如图 7 所示。超差 数据的方向与夹紧变形方向一 致。现场对夹具压头接触面积 改大,同时将夹具压力进行下 调进行验证。
通过不同压力加工数据的 采集验证,最终确认主夹紧压 力调整至 4 MPa 时,加工凸轮 轴孔的同轴度尺寸为最佳,改 进后验证数据见表 5。
总结
导致产品加工尺寸不合格 原因可能还有很多,本文重点结合现场实际工作案例并采用 大量的数据统计分析,在第一 时间解决缸盖凸轮轴平行度和 同轴度不合格问题,满足了项 目试验的节点需求。同时通过 此次改进将刀具径向圆跳动的 监控纳入 CP 文件进行过程管 控,整理汇总工件坐标系零点 (A、B 轴旋转角度)调整影响 平 行 度 和 同 轴 度 的 OPL, 可 以用于指导后期批产时的过程 调整。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论