浅析变速器壳体和阀体清洁度影响因素 及解决措施
液体系统中的微粒污染会在初始试运转和初期使用期间导致系统的磨损率大幅度提升,甚至可能造成灾难性故障。为了使各部件和系统获得可靠的性能,有必要对制造阶段所带入的微粒量予以控制。对于变速器壳体和阀体来说,微粒量的评价指标有微粒重量和颗粒度。清洁度问题备受重视,因此分析变速器壳体和阀体加工清洁度影响因素,并制定控制措施就显得尤为重要。
变速器壳体和阀体清洁度的影响因素
1. 毛坯状态的影响
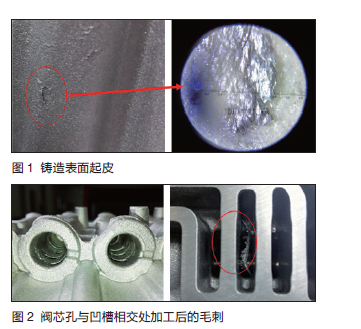
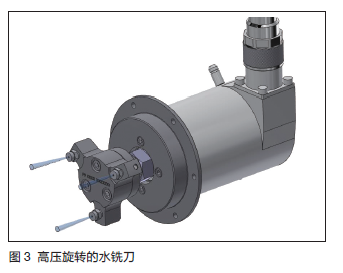
毛坯的铸造质量会严重影响到工件的加工质量,其铸造质量主要体现在以下几个方面:①铸造时工件表面起皮,在清洗的时候不能完全将其清洗掉,在输送、检测以及装配的过程中可能会将表面的连皮破坏并带到工件中,如图1 所示;②对于阀芯孔,在铸造的时候,阀芯孔的型芯与垂直交叉的凹槽的型芯接触不紧密,毛坯在凹槽处有金属材料,在加工阀芯孔的时候无法有效地切除与阀芯孔交叉处的材料,或者形成加工翻边的毛刺,如图2 所示。
2. 加工和去毛刺的影响
由于铸造工艺性和加工工艺性不好,在工件的加工过程中很容易形成毛刺,这些毛刺即使通过高压清洗也很难将其去除干净,在加工的过程中可能出现影响清洁度的情况如下:
(1)较深的螺纹孔,由于丝锥的排屑不畅,里面容易残留杂质。
(2)螺纹深度和底孔深度差别较小,加工的时候容易使底部杂质压实,即使通过定点清洗也不容易将杂质清洗干净。
(3)钻通孔的反面和钻孔孔口加工容易产生翻边。
(4)凸台面或者工件大面在加工的时候会形成翻边的毛刺。
(5)油道相贯孔,孔与槽和面与槽交叉的部位在加工时容易形成飞边和毛刺。
3. 清洗设备和清洗工艺的影响
清洗设备和清洗工艺在清洁度管控中属于最重要的一环,如清洗工艺流程设计、清洗设备自身工作腔、清洗的压力和流量、有效的清洗时间、清洗的先后动作顺序、喷嘴与工件的距离、喷嘴的结构形式、清洗设备的过滤方式以及过滤精度等均是影响清洗效果的重要因素。
4. 包装及输送的影响
包装和输送的影响主要体现在两个方面:一方面是工件清洗完送检的包装以及加工线下线流转到总装车间的包装;另一方面是最终清洗后工件在输送过程中的污染。
5. 清洁度制样检测设备和方法的影响
清洁度检测设备的检测精度和检测人员的操作方法对自制件的清洁度影响较大,清洁度制样检测设备的空白值试验的好坏直接关系到工件清洁度的数据。清洁度检测时不同部位冲洗的压力和流量也会影响清洁度检测结果,不同的操作人员和操作方法其检测结果差异很大。另外在检测工件清洁度时,通常需要检测的部位有油道和内腔,或者是整体检测,它们的指标不同,我们在检测的时候很容易产生交叉污染。
清洁度的主要改进措施
1. 毛坯的改善
针对工件的毛坯,加强来料状态的检测,确保工件表面和内孔无疏松的连皮。对于阀芯孔,需要调整其预铸直径,适当增加其加工余量,这样可以保证在金属切削时刀具能够将阀芯孔与凹槽处的金属全部切除,避免出现加工形成的翻边。对于需要被加工的平面和凸台面,在铸造时增加铸造倒角,这样可以有效地减少铣面加工过程中产生的毛刺。
2. 加工和去毛刺的改善
(1)优化刀具参数和加工参数、控制断屑、避免缠屑,以免切屑卡在工件内腔无法清洗。
(2)对通孔反面和钻孔孔口进行倒角。
(3)螺纹底孔深度与螺纹深度差值不能太小,深度差不小于0.5 d 。
(4)交叉孔应先加工大孔后再加工小孔,方便从大孔用毛刷刷去毛刺。
(5)易产生飞边和毛刺的部位应在加工机床上利用毛刷进行去毛刺,如阀体结合面、阀芯孔和交叉的油道孔等。条件和节拍允许的情况下,交叉孔均进行去毛刺,先刷先加工的孔,再刷后加工的孔。
3. 清洗设备和清洗工艺的改善
(1)整体加工清洗流程:工件加工以及产生毛刺的面和孔采用毛刷去毛刺→预清洗→其它辅助工序(检测、压装及试漏等)→高压清洗及漂洗→人工去毛刺→装配前清洗。预清洗是用来清洗加工残留的大量杂质。高压清洗及漂洗是清洁度控制的关键,需要将工件上残留的毛刺去除。人工去毛刺工位主要检查和手工去除可掉落的铸造缺陷,高压未完全去除的飞边毛刺,一般利用不同结构的刮刀去毛刺,并对刮掉后附着在工件的杂质颗粒进行清理。装配前清洗是最终清洗环节,清洗后的工件清洁度应完全达标。
(2)设备清洗室建议采用不锈钢制作, 在日常生产中,清洗设备长时间不用,生产前需要对设备进行空循环,用于清洁工作腔。
(3)高压清洗过滤精度:目前使用的袋式过滤器过滤率低,名义过滤精度和实际过滤精度差距很大,应考虑使用绝对过滤器和离心过滤器,提高过滤精度和过滤率。供液和回液均需要过滤,供液过滤不少于二级,过滤精度不低于20 mm,回液过滤可采用一级过滤。
(4)清洗压力与流量:一般来说清洗压力和流量越大,清洗效果越好。对于选定的清洗泵,当压力达到一定值时,清洗压力与清洗流量负相关。即调大压力会减小流量,流量太小就不足以带走杂质,所以需要平衡清洗压力和清洗流量。对于高压去毛刺,建议清洗压力30 ~ 40 MPa。
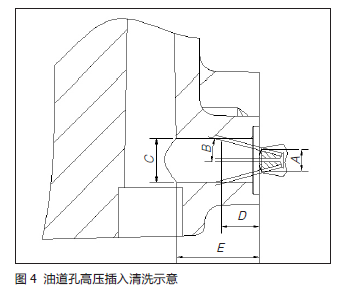
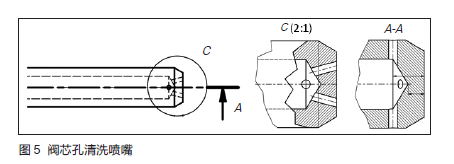
(5)喷嘴结构形式以及清洗要求对于阀体结合面或者壳体结合面的清洗,采用旋转的水铣刀进行高压清洗去毛刺,如图3 所示。喷嘴与工件的距离越远,高压水越容易雾化,清洗作用力会衰减,建议旋转的水铣刀与工件的距离控制在10 ~ 20 mm。交叉油道孔需要进行高压旋转插入式清洗,为了保证去毛刺的效果,插入深度需要保证高压水柱能够打在交叉孔毛刺上,并建议持续时间不低于0.8 s,图4 是高压插入清洗示意图。通过图中喷嘴插入的深度不得小于,节拍允许的情况下在该处停留1s(或在此处按照2 mm/s 的速度进行插入清洗)。
对于阀芯孔的清洗,由于有很多与阀芯孔垂直的凹槽为了保证阀芯孔与凹槽,处的毛刺得到很好的去除,采用如图5 所示的清洗喷嘴进行插入清洗。
交叉孔处毛刺如果只能插入清洗一个孔,则应该清洗先加工的孔,后清洗后加工的孔。
3. 包装输送的规范
操作人员佩戴洁净的橡胶手套将工件放入一次性密封的塑料袋内,清洗完毕的工件存储在洁净的托盘上,并用干净的塑料薄膜覆盖。清洗后的输送通道做好防尘罩,定期清洁输送线和设备。
4. 清洁度制样检测的规范专人进行清洁度检测,对于杂质重量要求空白纸检测小于产品要求的10%,对于最大颗粒尺寸空白纸检测小于产品要求的1/3。采用固定的清洗检测压力,针对不同部位分解设置其检测流量,进行标准化操作。对于油道和腔体的清洁度萃取检测,先检测腔体,后检测油道,避免腔体的杂质对油道检测形成误判。
结束语
清洁度控制作为一个系统工程,必须从毛坯、加工、清洗、物流和检测等所有环节进行控制。本文阐述了在加工领域影响清洁度的各个主要因素,并给出一些提升清洁度的控制措施。清洁度提升是一个持续优化、不断改进的过程,还需要工程技术人员不断研究和不断完善。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论