二轴螺母拧紧工艺创新应用
LC6T32 是我司针对江淮高端MPV 开发的一款纵置手动变速器,其常规输出接口为二轴法兰(通过花键套装在二轴上),二轴上零部件轴向由“二轴螺纹+ 螺栓”压紧二轴法兰,在线拧紧采用“基体( 二轴) 固定,旋转紧固件(螺栓/ 螺母)拧紧”,即止转二轴法兰盘后再旋转螺栓即可。因四驱皮卡车型的开发需要,新增品种二轴输出端直接采用二轴花键输出替代了二轴法兰盘,二轴上零部件的轴向锁紧改为“二轴螺纹+ 螺母”的形式。由于两种锁紧结构差别大,而拧紧机前期设计未考虑兼容,导致无法实现“二轴螺纹+ 螺母”新增系列变速器的拧紧装配。按常规工艺设计,兼顾生产在线拧紧有两种方案,如表1 所示。
从表1 中不难看出上述方法均不利于现场应用,经综合评估只能在现有设备基础上改造,下面通过初步改造及验证比较从而确认一种全新的拧紧工艺改造方案。
LC6T32 常规系列产品输出接口拧紧过程简介
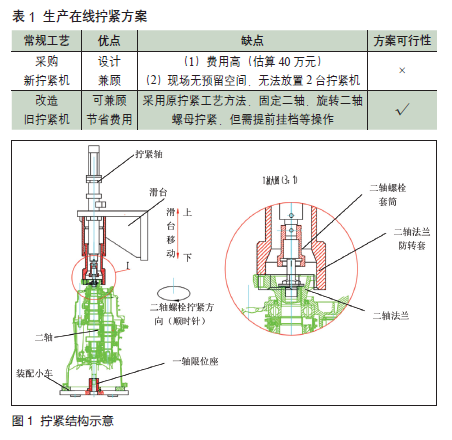
常规产品的输出接口为二轴法兰,当变速器在装配过程中随装配小车定位后,拧紧机PLC 自动向控制器发出拧紧信号进行拧紧动作,如图1所示,拧紧机固定滑台自动下行,同时拧紧轴开始旋转认帽,当滑台到位后,开始拧紧至目标值。在拧紧过程中,二轴法兰防转套三个缺口自动落位卡住二轴法兰盘,从而阻止二轴法兰因拧紧而跟随转动,使二轴螺栓拧紧达到设定目标扭矩值(190 ~ 210 N · m)。
改造工艺方案分析
方案一:新开发的变速器输出接口为二轴花键(二轴法兰盘取消),如图2 所示。螺母拧紧时基体不转(二轴),旋转紧固件(二轴螺母),但因没有法兰盘止转,必须采用提前挂档,利用一轴花键与装配小车及拧紧机抬起定位等工装组合进行防转,涉及改造内容如下。
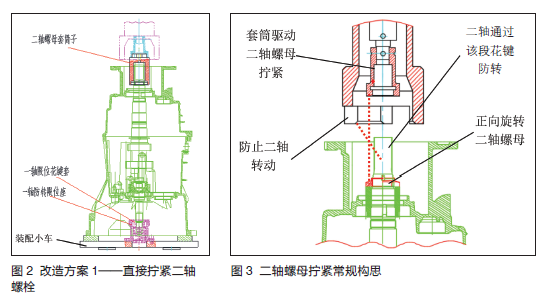
1)现有装配线上有装配小车26 台均需要改造,备置一轴防转限位座(图2),为避免花键套干涉等,轴向必须为弹性设计。
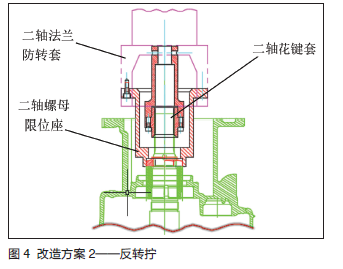
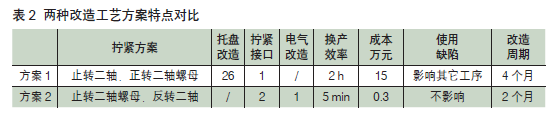
2)根据结构重新设计一套二轴螺母套筒。因改造方案1 存在换产麻烦等缺点,所以考虑其它改造工艺方案(图3)。直接按原工艺原理改造,则防转接口与旋转接口必须交叉(图3 所示交叉虚线),机械部分无法实现拧紧。考虑到二轴螺母拧紧的工作原理类似丝杠工作原理,当丝杠旋转时螺母副带动工作台一起进行直线移动,当改变丝杠旋转方向时则工作台也会换向。据此设计反转拧紧结构(图4),由于二轴法兰防转套在上下方向上可伸长缩短移动,只需要实现拧紧轴的反向旋转即可通过止转二轴螺母,反转二轴的形式拧紧二轴螺母,涉及改造内容如下:
1)重新设计制造拧紧机拧紧接口(图4),包括二轴驱动花键套和二轴螺母限位座。
2)改造电气控制,实现拧紧轴的反转功能(现有拧紧机无此功能)。
新拧紧工艺方案特点比较及工艺方案的确认
1. 方案1 为常规方案,理论设计无问题,只是换产等操作存在不便等缺点,通常认为较可靠,为了验证,需制造1 套样件,但验证中发现其它问题,具体如下:
1)由于变形系列产品多,尤其是一轴花键参数变化大,因此在换产时不仅要更换拧紧机上的套筒,同时还需要经常更换所有装配小车上的一轴防转限位座(采用螺钉固定),因此效率非常低。
2)由于一轴相对离壳大平面位置差别较大,为兼容将一轴限位座设计较高,当一轴较长时,因重心原因导致总成倾斜无法正常吊装下线。
2. 根据方案一初步验证结果,将两方案的优缺点等再进行一次评估,如下表2 所示。从表2 中看出,按方案2 改造最理想,但关键点就是对电气控制的软件升级改造。
反转拧紧工艺方案的实施改造
1. 拧紧机机械接口设计
由图1 中的示意图可以看出,原拧紧机的二轴法兰盘防转套在正常工作过程中可以实现上下运动(图中采用光孔配合,并采用平键导向防转),因此可直接在原二轴法兰盘防转套缺口上加上二轴螺母限位座即可,即二轴螺母限位座两端接口分别根据原拧紧零部件二轴法兰盘外形及现有拧紧零部件二轴螺母外形设计,二轴仍通过拧紧轴反转驱动,最终机械部分设计如图4 所示。
2. 拧紧反转动作的实施
设备电控原设计只有正转,而后期生产需要正转和反转,为兼容快换,需要进行硬件改造,具体如下。
1)硬件改造:在操作控制面板上增加一个二位旋钮开关,以区别正转和反转,即增加两种开关信号,并将该信号输送至PLC 输入信号端口。
2)软件升级:利用西门子STEP-7 在原PLC 程序里增加11# 程序,增加反转信号输出控制, 同时利用PC40 读取并在MU40 控制器里新增加7# 程序(实现拧紧轴反转),以使控制器在接收到反转信号时来控制拧紧轴进行反转拧紧。
3. 反转拧紧验证
该设备为无人自动工位,需要确保拧紧动作实现和二轴螺母拧紧后扭矩100%达标,具体验证如下。
1)功能和动作的验证:在拧紧时,主轴反转动作均能实现,但无法实现100%正常认帽,即二轴花键套无法与二轴正常对接在一起,查证原因为转速过快导致认帽性一致性差,后将MU40A控制器中的拧紧控制参数进行合理修正,得到理想参数(表3),实现无人操作100%认帽成功。
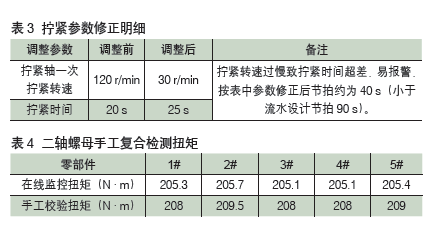
2)扭矩符合性验证:目标扭矩为190 ~ 210 N · m,以现场连续实测5 台已拧紧的二轴螺母扭矩值进行验证,全部合格,检测结果如表4 所示。
结束语
本文通过对在线拧紧机及产品的结构研究,采用了“止转螺母+ 反转二轴”的新工艺技术,完美地纠正了投资浪费及换产不便的原方案1,并得到了充分验证和良好使用,也为后期的设备采购与改造的柔性化提供了新方法,使其适合我司品种多、产量小的生产形式。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论