基于PFMEA 分析方法解决某车型 尾门与侧围面差匹配问题
本文旨在通过运用PFMEA 过程失效模式的分析方法,以对某车型尾门与侧围面差匹配差问题的潜在失效模式分析,深度剖析此问题的影响因素,找到问题的根本原因。通过对影响因素的有效过程控制,从而在根本上解决尾门与侧围面差匹配的质量问题。
运用PFMEA 分析方法进行要因分析
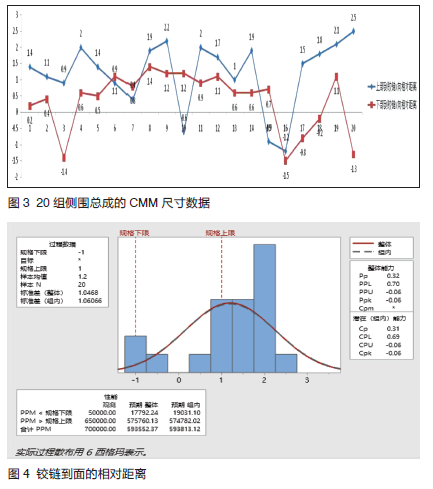
统计某车型每千台车辆发生问题车辆为640台(图1),失效频率为64%,其中需要离线返修的失效频率为10%~ 11%(图2),根据上述问题统计数据,问题发生的频次极高,为需要高度关注的质量缺陷问题,且严重影响整车厂的生产节拍。针对此问题,我们运用PEMEA 的分析方法对问题原因及制造过程进行分析,以从根本上解决此问题。PFMEA 是过程失效模式和后果分析(Process Failure Mode and Effects Analysis)的英文简称,用来识别和分析在生产制造过程中可能出现的失效模式,并且制定出有效的措施进行风险控制,是一种质量预防工具,其重点是在防错而不只是找出错误。PFMEA 中需要对所有的过程潜在失效分析尽可能地预测到失效的后果,并对这些后果进行分级,根据评价准则给出其严重度(S),严重度评级是一种度量,它关系到被评估功能的既定失效模式的最严重失效影响程度,根据每一个失效模式找到每一个潜在失效的起因和失效的机理,对照评价准则给出其频度(O),频度是FMEA 范围内的一个相对级别,是在考虑了相关的预防控制,并根据等级表描述失效原因发生的可能性,根据其起因列出现在所采用的预防控制措施,根据评价准则给出其探测度(D),探测度是对探测控制有效性的估计,然后计算出风险有限系数(RPN),即RPN=S×O×D,针对高严重度、高RPN 值采取预防和纠正措施,并对措施的结果进行评价和反馈,达到持续改进的目的。
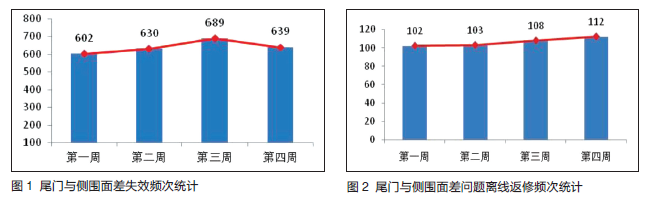
尾门与侧围面差问题属于外观匹配、感官质量问题,且失效车辆被绝大部分客户(> 75%)察觉到,潜在影响关闭力和漏水的功能问题(产品可运行,但性能水平下降), 部分产品需要离线返工和再被接收。按照严重度评价准则,尾门与侧围面差问题的PFMEA严重度级别为6,属于中等严重问题,虽然不会导致车辆的安全等重大问题,但是尾门与侧围面差失效模式影响车辆的感官质量,直接影响客户美观感受,且会对尾门漏水和尾门关闭力等产生影响。通过对失效频次的统计和分析,尾门与侧围面差的失效频次为64%,每千辆>100,根据频度评价准则得出此问题的频度等级为10,属于很高的频次。
现阶段操作员可通过计量型量具(面差尺)在后工序探测,本工序无探测方法,故根据评级表,PFMEA 探测度为6,探测率较低,可通过对过程变更、增加防错及增加限位等方式增加过程中可能探测出来的可能性,提高探测率。
综合以上分析,此失效模式对应的RPN=6×10×6=360 ,RPN值较高,需要优先解决,须采用相关控制和预防措施,降低RPN值,降低问题发生的风险。
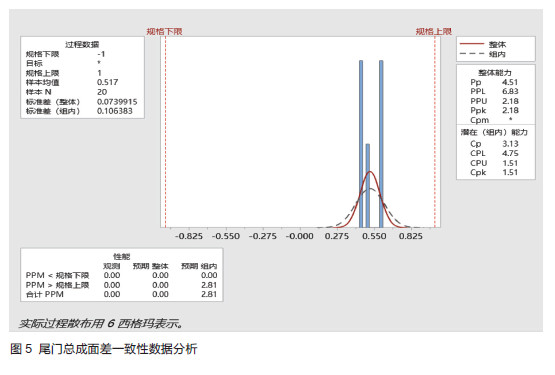
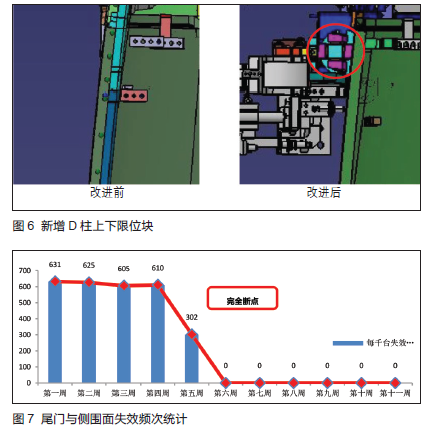
根据组内讨论分析,初步判定对问题的主要贡献因素为侧围总成尺寸偏差。针对尾门与侧围的匹配而言,侧围总成上铰链和匹配面的X 向相对位置尺寸起决定性作用,故需要对侧围尺寸进行重点分析。选择20 组侧围总成的CMM 尺寸数据(图3),对铰链和匹配面的尺寸进行分析,20组数据的极差为3.7 mm,从折线图可看出,数据波动趋势较大。通过对侧围数据的过程能力分析,收集20 组数据(图4),样本均值为1.2 mm,C pk=-0.06< 0.67,过程能力太差。波动较大,且对问题存在贡献,锁定为问题要因。
侧围总成由前门框、中侧围外板、延伸板及后侧围外板这四个部件焊接而成,由于匹配面在D 柱处,焊接过程中的累积误差会集中到匹配面位置,造成匹配面的X 向尺寸波动加大。通过对定位工装的CMM 数据标定和工装的重复性验证,最终确认导致尺寸波动的根本原因为工装设计存在缺陷,匹配面处缺少限位块,累积误差导致尺寸波动大。
针对尾门总成尺寸数据,收集20 组尾门总成在检具上面差状态数据,使用Minitab 软件对尾门总成面差一致性数据进行统计分析(图5),样本均值为0.5 mm,C pk=1.51 > 1.33, 过程能力较好,故认为尾门总成状态良好。
综合以上分析,锁定问题要因为侧围X 向缺少限位块,导致尺寸波动偏差,故针对锁定的问题根本原因,我们制定相应的对策和预防控制措施。
措施1 :降低频度——工装改造
新增D 柱上下限位块( 图6),限位侧围D 柱处的X 向尺寸,通过工装限位对尺寸进行控制,以降低失效模式产生的频次,同时,通过增加工装,将原有的三级和四级尺寸链转换为侧围D柱限位块的一级尺寸链,减少累积误差,提高尺寸稳定性。由于SV6 平台工装为四车型(短低、短中、长中及长高)共用工装,侧围的X 向尺寸通过工装的长短轴切换,以实现长短轴车型共用,同时将D 柱限位块设计为转台工装,四车型共用。
措施2 :降低不可探测度,增加在线检测
目前失效模式仅能在总装和车身报交使用测量工具进行检测发现问题,问题滞后在后道工位且不易返修,需将检测工序前移,提前发现问题。故增加在线检测要求:固化侧围工位检查工艺,在本工序使用塞尺对每台车检测后侧围外板与限位块是否贴合( 数模设计0 mm) ,控制在0 ~0.5 mm,降低不可探测度,固化车身表调检查工艺,在调门工位使用定量计量工具面差尺对每台车测量尾门与侧围面差,控制在-1 ~ 0 mm,降低不可探测度。
相比于普通的问题分析方法,PFMEA 分析方法是从系统的失效状态进行分析,逐次归纳到子系统和系统,有助于查找和消除各类风险,其着眼于持续改进的过程。可以有效确定设备零部件失效模式和失效原因,预测设备可能发生的故障类型,从源头上防止设备事故事件的发生。应用FMEA 在前期可以有效地缩短开发时间和开发费用,并且此分析方法可以贯穿整个开发流程,不断提高产品的质量和可靠性。
措施落实后,效果检验
项目自2019 年4 月实施至今,经过上述措施的一一落实,尾门与侧围面差问题明显减少,完全断点后失效频次为零。共取得主要以下成果:
(1)尾门与侧围面差失效率从超过60%降到零发生(图7),自2019 年4 月至今已连续14个月无失效频次产生。
(2)严重度(S)不变,频度(O)由10 降到3,探测度(D)由6 降到5,RPN 值从360 降到90。
(3)产品的问题失效频次明显降低,提升了车辆的感官质量,大大提高了顾客的满意度。
(4)问题解决后,每辆车节省返工工时3 min(按照每天50台计算,共可节约12.5 h/ 周),成本约24 万元,减少检验员确认时间1 min/ 台(按照每天50台计算, 共可节约2.5 h/ 周),成本约4.8 万元,节省返修工具一次性成本1 000 元,共可节约28.9 万元。
结束语
运用PFMEA 分析方法对尾门与侧围面差匹配问题进行深度分析,找到根本原因并制定相对应的措施,提高了产品的可靠性水平。实施效果证明,此车型尾门与侧围面差的问题已经明显减少甚至消除,制定的措施取得了很好的应用效果,既节约了成本,又提高了质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论