曲轴扭转疲劳断裂分析

图1 疲劳裂纹
发动机曲轴在进行扭转疲劳试验过程中出现非正常疲劳裂纹,裂纹未从应力最集中的油孔处起源,造成曲轴扭转疲劳强度达不到设计要求。分析认为造成曲轴非正常扭转断裂的原因是油孔内壁存在加工沟槽,通过钻完油孔后采用旋转锉打磨,提高了曲轴的扭转疲劳强度。
曲轴是发动机的核心部件之一,作为动力输出的主要载体,工作中承受着复杂的弯曲和扭转载荷。统计表明,曲轴的疲劳断裂有80%是弯曲疲劳断裂,扭转疲劳断裂的比例不到20%。然而,随着汽车和发动机行业的发展,大功率增压机型不断应用,作用在曲轴上的激振力和扭转载荷越来越大,曲轴扭转失效的案例不断增多,曲轴的扭转疲劳强度问题日益得到关注。
目前,国内对曲轴扭转疲劳试验没有权威的方法,且各主机厂和曲轴生产厂对扭转疲劳试验工作开展的也不多。我公司利用电动谐振式曲轴扭转疲劳试验装置,在对国外一款新型发动机曲轴进行扭转疲劳试验时出现非正常裂纹,曲轴扭转疲劳强度达不到设计要求。因此,我们对测试数据进行了分析,找到了问题的解决方案。
扭转疲劳裂纹的形态
试验中使用的曲轴为合金钢模锻,表面感应淬火处理。一般情况下,曲轴轴颈上的油孔可视为尖锐缺口作为扭转疲劳断裂的裂纹源。然而本次扭转疲劳试验后,我们在进行磁粉探伤时发现裂纹位于连杆轴颈,延油孔走向,以约45°方向扩展,但未通过油孔口(见图1)。
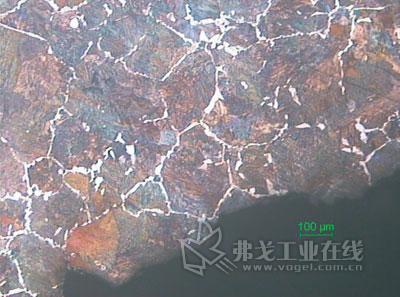
图2 断口金相组织(100×)
机械性能及金相检验分析
1.拉伸试验和硬度试验
从断裂曲轴法兰端取拉伸试样和硬度试样,按照GB/T228“金属材料室温拉伸试验方法”进行拉伸试验,按照GB/T231.1“金属布氏硬度试验第1部分:试验方法”进行硬度检验。其结果均符合技术要求(见表1)。

2.金相组织试验
我们在测试件的疲劳裂纹出截取一段进行金相试样,检验基体的金相组织为铁素体环绕珠光体晶团,晶粒度3级,满足设计要求的晶粒度大于2级的要求(见图2)。检验非金属夹杂物为A类1级,满足A类夹杂物不大于2级的设计要求。
表面感应淬火试验分析
从裂纹所在轴颈处取淬火试样,按照GB/T5617-2005“钢的感应淬火或火焰淬火后有效硬化层深度的测定”采用硬度梯度法测定淬火层深度,其结果符合技术要求(见表2)。

观测淬火层宏观图片可见淬火轮廓均匀饱满,无异常现象。将淬火层抛光后经4%硝酸酒精浸蚀后,在显微镜下观察,淬火层显微组织为微细回火马氏体,按JB/T9204“钢件感应淬火金相检验”标准评级为6级,符合技术要求4~7级。
裂纹断口分析
将曲轴延裂纹打开,可见明显疲劳辉纹(见图3)。辉纹条带集中于油孔内壁一点,此处即为裂纹源,裂纹源处有明显的加工沟槽(见图4)。在扭转应力作用下,此加工沟槽产生严重的应力集中,当应力超过材料的疲劳极限时产生微裂纹并逐渐扩展至宏观断裂。

图3 断口宏观照片
结论
经过试验和对测试数据的分析,我们得出结论:曲轴钻油孔时在内壁造成的沟槽成为比油孔口更容易导致应力集中的缺陷,在曲轴工作或扭转疲劳试验的交变扭转应力作用下很容易产生疲劳裂纹并扩展,导致曲轴发生早期疲劳断裂。

图4 裂纹源放大照片
建议及措施
1.曲轴油孔加工后,采用旋转锉对油孔内壁进行打磨,消除钻头留下的沟槽。然后我们重新进行了疲劳试验,测试结果表明强度达到了设计要求,装机运行后试验未出现曲轴扭转断裂。
2.曲轴的扭转疲劳断裂应引起足够的重视,建议对于油孔内的毛刺、沟槽等能引起应力集中的缺陷应采取措施消除,减少曲轴扭转断裂失效的发生。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论