白车身钣金折边和错边结构应用浅析
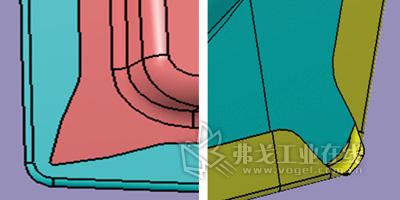
图1 钣金折边理论上可能存在的问题
随着涂装SE工作的展开和深入,白车身钣金结构的合理性逐步得到提高,各种各样更加合理的结构也得到了越来越广泛的应用。由于白车身折边和错边结构对PVC工艺的工艺实施性有很关键的影响,其在涂装SE分析中正在吸引越来越多的关注和重视。
作为可大大提高汽车的驾乘舒适性和整车车身密封性的原料,PVC以其产品低成本、耐腐蚀性、抗石击性和对电泳漆膜的高附着性等优势在汽车制造业内得到了迅速而广泛的应用。由于PVC涂料及其应用工艺的特殊性,其对车身钣金的结构有较为严格和特别的要求。
白车身钣金折边工艺是指原本对齐处理的两块钣金板,其中之一预留的长度要正好能满足180°翻折后完全覆盖另一块板的预留长度,对折后折边处形成三层板的钣金结构。白车身钣金错边结构是指一块钣金板的边同本来应该对齐的另外一个结构(常指弓形背面)错开,形成边距离弓形弧5mm左右的错位而成的钣金结构(此结构不改变钣金层数)。

图2 某合资车门角折边工艺叠加不良的实际状态
下面将分别就折边和错边结构的应用实例分析说明一下它们在车身构造上现存的问题以及SE反馈的相应对策。
白车身钣金折边工艺应用
折边工艺就其在PVC工艺应用的相关度上来说在四门两盖的应用中最为广泛。折边工艺在门盖边上应用时理论上可能会出现的问题如图1所示。
图1中门盖边角处的钣金结构,是理论状态下的折边结构。实际状况下,受限于冲压工艺和折边工艺的工艺实现,图1左图所示的结构基本上可以算折边工艺所能实现的理想状态了,即使在这种理想状态下,钢板的褶皱也是工艺实现所根本无法避免的。
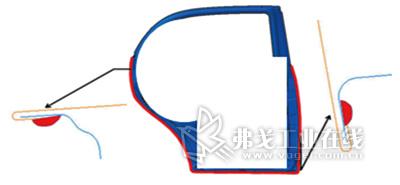
图3 白车身钣金折边工艺在某车门边的应用情况
图1右图所示的结构是涂装工艺要求尽量避免的,因为此结构对涂装的密封非常不利,容易漏液(作为沥液孔时,此结构间隙太小,难以达到沥液的工艺要求;同时此间隙不适合做扩大处理),如果处理不当,此结构钣金的毛刺等残留会对作业人员的安全构成威胁。
图2为图1理论问题的实际状态。图2左图为开门一侧的钣金折边角;图2右图为门绞链一侧钣金折边角的实际状态。可以明显看出,即使此处的打胶工艺操作实施很顺利,依然会留下不小的间隙,当然同时遗留的还有相应的质量隐患。
图2中的问题普遍存在于各大车系整车车身中。不同的是,有的整车制造商处理得较好,有的没有给予足够重视。由于四门有密封橡胶条的应用,此处的问题如果没有重大质量隐患,一般都不做特别处理。
图3、图4为折边结构分别在四门和前后盖钣金边的应用全景图,红色线条为折边部分,红色覆盖区域为胶条的截面图,其位置为搭接处涂装要求的相对理想位置。
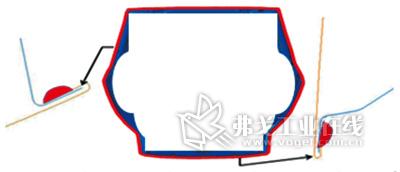
图4 白车身钣金折边工艺在某车后盖的应用情况
此类结构有压边,压边过短或过长都不适合PVC打胶工艺操作。压边过短,会影响PVC胶条的一致性、平整性,对PVC外观要求比较高的这些打胶部位对类似问题的容忍度较低;压边过长,胶条对焊缝的覆盖度达不到要求,直接影响到胶条的密封性,起不到足够的密封作用。实践经验对此处压边的要求为8~10mm,这对胶条的外观一致性和胶条的覆盖度都是较好的平衡。
关于压边结构和形式,限于篇幅,此处不展开介绍。
图5为门边框折边工艺叠加不良的实际状态,均为玻璃窗同下面门板之间的交接处。此处对打胶工艺应用的影响为胶条的外观一致性受到干扰,此处胶条的覆盖宽度和均匀度难以得到平衡。

图5 门边框折边工艺叠加不良的应用实际
图6为钣金折边角处的PVC打胶工艺应用的实际情况,可以明显看出图6左图的胶条质量要好过图6右图的胶条质量,右图的钣金鼓包对胶条质量的影响亦可以有比较清楚的显示(此处也可以理解为压边过短所致)。
就其重要程度来说,四门两盖折边角的重要程度要比其折边轻一些,毕竟一方面各角的数量比较少,工艺操作即使复杂也是可以靠工艺本身消化的;另一方面由于折边长度较长,折边打胶的工作量要大些。因此就产品设计来说,要重点关注门盖折边结构的设计应用。
白车身错边工艺应用
同样就PVC密封工艺来说,钣金错边工艺的应用比折边工艺宽泛很多。前中后底板、前后轮罩、发动机仓和后尾灯等部位都有大量的应用。与折边工艺不同的是,错边工艺除了有大而且长的密封焊缝(车身内底板处、发动机仓内)外,同时还有大量较短的需要密封的焊缝。那些大量较短的焊缝,正是细密封工艺独立出来的原因,也是细密封工艺段耗时耗力且其工艺长度难以变短的真正原因。对细密封焊缝的处理质量,往往可以从侧面反映出一个企业的工艺质量水平和质量态度。
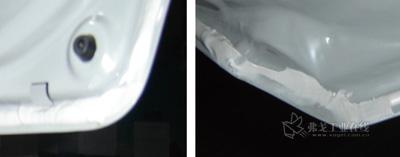
图6 打胶工艺应用的实际状况
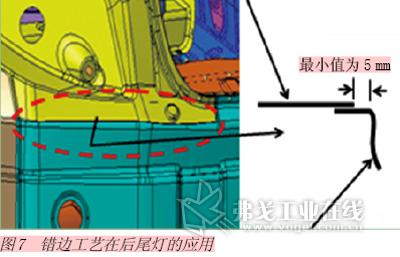
此处钣金的搭接大多不存在较大问题或者对整车质量有严重影响,更多的是一种责任心或者说是研发水平(细致程度)高低的反映。只有在焊缝的密封涉及整车密封性和车身防腐性时,钣金的搭接结构才会得到更多的重视,从SE分析的角度和工艺应用实际情况的举例如图7所示。
在长度相对较长的打胶点,钣金板的搭接较为简单,一般为两层板搭接并且结构不太复杂,可以一体要求为图6所示理论上的结构,即对整个结构做统一的类似图7所示的要求。
类似位置为:车身内部前后轮罩处、前底板处和行李箱处等。这些焊缝的密封,由于处于车身内部不可见部位,对密封除了要求严格密封外,对外观一致性没有特别高的要求。工艺应用尖嘴胶枪,要求做刷胶压实处理。
此类结构一般都是比较简单的两层钢板搭接结构,板材相互错开,位置为外观不可见的车身内部或者有外部安装的尾灯等位置。PVC涂装在细密封做密封处理,不留出胶后的原型胶条(即没有成型的管状胶条外露),需经密封胶刷胶工艺处理。工艺操作应用尖嘴胶枪沿焊缝涂一道较细的密封胶,然后应用抹胶工艺做胶条的人工压实处理。
若涉及到车身内部同外界联结时,需注意此处钣金搭接结构应该应用防止外部液体渗入的结构,即在即使有车身外部液体溅落而溅起的液体可能会顺着钢板流下的情况下,液体也不会沿焊缝结构渗入车身内部。
结语
白车身钣金搭接所应用的折边和错边结构,为涂装PVC密封工艺最为常见的结构,工艺实现上一般都仅仅是比较重视此处的操作性,而对更为合理结构的提出和反馈关注不够。如上文所述,对于白车身折边和错边工艺,尤其是错边工艺,合理结构的提出和应用,对作业者的操作、质量的提升以及对制造工艺的优化等都有非常好的促进作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论