浅谈加油小门区域配合
图1 整车坐标系
本文从质量工程师的角度出发,围绕着轿车加油小门区域配合的实现过程,对容易出问题的环节以分析思路和步骤为主线,侧重于总结问题解决过程中收获的经验以及实际生产对理论设计的实践反馈。
本文所介绍的加油小门是指处于轿车左(右)后部,用于遮盖加油管口,具有开、闭和密封功能的外覆盖件。加油小门区域配合指加油小门与周边钣金的配合,主要是间隙和平整度。实际生产中,不同车型的加油小门的材质、装配工艺各不相同,会直接影响到其与周边区域的配合,从而影响人们视觉感官上的享受。因此,针对不同的装配方式、不同的材质,采用不同的措施来保证工艺的实施从而满足装配要求,是本文思考的重点。
整车坐标系
为了便于描述整车中各区域的空间位置,统一给整车建立了整车坐标系(见图1),其中:坐标原点位于车前方的中轴线上;x向,以往车后方向为正;y向,以往车右侧方向为正,但在CMM测量系统中进行了转换,统一为:无论左右,向车外方向为正,向车内方向为负;z向,以往车顶方向为正。
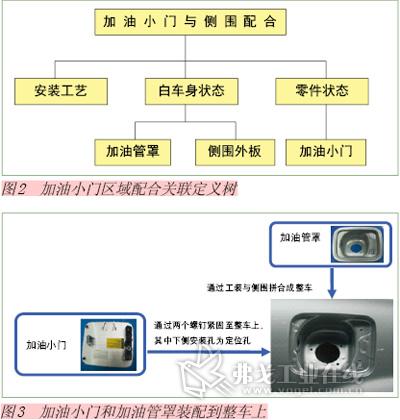
我们由关联定义树(见图2)出发,分别由车身和零件两大板块来介绍加油小门区域配合,安装工艺融合在两大板块之中。
无加油小门定位孔的白车身类型
此类车型,由加油管罩上的安装孔(螺栓孔)作为固定加油小门的定位孔。
1.代表车型
代表车型为SGM 400(T200)、SGM 401(T255)和SGM 410(T250),如图3所示。
2.关注焦点
在实际生产中,白车身上加油小门侧围区域的型面以及该区域的两个加油小门安装孔均会对加油小门的装配质量产生影响。
(1)加油小门侧围区域型面不平,引起的问题一般是加油小门与侧围的平整度问题。
(2)该类型加油小门配合最敏感的问题是加油小门后部上下间隙差异(加油小门上翘/下垂)问题。
由于加油小门是一个需要关闭/开启的活动件,因此只能由一端与车身紧固,另一端处于自由状态。这样的结构就好比射线一样,根部出现一点偏差,离根部越远偏差就越大。对于该缺陷,应在加油小门安装完毕后进行100%目视检查,必要时松开紧固螺钉进行二次调整,能降低出现缺陷的频次。
(3)加油小门侧围区域的两个加油小门安装孔对前后间隙的影响。
该类型加油小门配合对加油小门安装孔所在平面(见图4)最敏感的问题是加油小门前后间隙差异。

此处的加油管罩安装孔平面的面轮廓度要求是1.0mm,但在DTS失效率的计算公式没有此轮廓度的输入,即此面轮廓度被认为不会影响间隙配合而不予考虑。
在实际生产中,此面轮廓度恰恰是影响前后间隙的最关键因素。分析证明:在假设其他相关因素均在名义值的前提下,微小的安装孔前后面差(0.3mm)就会造成间隙配合超出DTS要求。即目前相关匹配零件所释放的公差无法满足DTS匹配要求。
下面通过实际案例来详细介绍:
加油小门与侧围间隙前后差异在线表现:加油小门与翼子板间隙前后差异大于1mm,间隙前大后小,PPH=6.7;DTS标准:一圈间隙为3±0.75mm,一圈间隙的最大值和最小值之差不能大于1mm。

分析过程:①察看加油小门区域的CMM监控数据,数据显示,侧围边框/加油小门安装孔的x向均在名义值,数据显示对该缺陷无贡献。②HOLD缺陷车,把加油小门(标示为A#加油小门)上TAC检具测量。数据显示,加油小门在TAC上间隙前后均为3mm,加油小门零件对该缺陷无贡献。③CMM对一部整车(标示为B#整车)的加油小门区域进行特殊测量(见图5),数据显示,侧围边框/加油小门安装孔x向均在名义值;而加油小门安装孔前后平面的y向存在差异:前高后低,差异为0.3mm。
用可移式CMM对TAC检具进行测量,数据显示,TAC检具的加油小门安装孔前后平面的y向数据一致,没有前高后低的现象,这与B#整车状态不一致。由此证明,TAC与B#整车的明显差异在于:加油小门安装孔的前后平面y向差异:TAC面差为0;B#整车面差为0.3mm。
为验证前后平面y向的0.3mm差异对此问题是否有影响,在上/下安装孔平面处各垫0.5mm垫片,大致相当于前后平面y向一致。验证结果显示,加油小门间隙前后差异消除,前部间隙3.1mm,后部间隙3.1mm,说明验证有效。
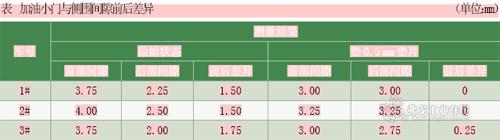
在线对三部缺陷车进行验证,效果明显(见表)。
针对该面面差在数模中进行理论模拟,结果显示:面差=0.3mm时,间隙前后差异=1.02mm;面差=0.5mm时,间隙前后差异=1.53mm,这与装车验证的结果基本相吻合。
通过实验验证以及PE数模模拟,确定:整车上的加油小门安装孔前后平面的y向差异是导致加油小门与侧围间隙前后差异的根本原因。
针对上述问题专题讨论解决方案:BODY把加油小门安装孔前后平面的y向测量加入CMM日常常规测量;TEAM要求BODY保持目前状态稳定并重点监控加油小门区域的CMM数据趋势,出现异常趋势要及时报警;考虑到钣金冲压模具的修模风险和价格,TEAM决定不对管罩进行调整以消除面差,尝试通过更改加油小门支架来抵消此面差。
加油小门更改构想:通过在加油小门的支架上加料用以弥补管罩上的面差(如图6所示)。
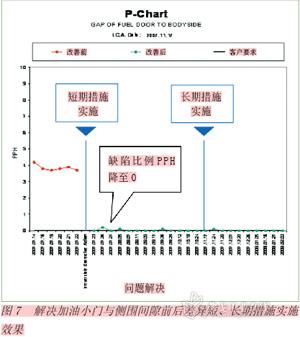
短期措施:在加油小门支架上贴0.5mm的垫片;验证车数:28534辆;缺陷数量:43辆,PPH由4降至0.15。
长期措施:PE出EWO在加油小门的支架上加0.5mm的料;支架更改的物料切换断点:从2007年11月17日开始在线跟踪3个月,状态良好,如图7所示,问题解决。
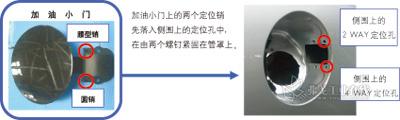
图8 有定位销的加油小门和有定位孔的白车身侧围
有加油小门定位孔的白车身类型
两个定位孔(销)所在位置:白车身侧围。两个基准孔:B基准(4WAY)孔和C基准(2WAY)孔。
1.代表车型
代表车型为SGM 811(V250),如图8所示。
2.关注焦点
在实际生产中,白车身上加油小门侧围区域的型面以及侧围上加油小门区域的两个定位孔均会对加油小门的装配质量产生影响。
(1)加油小门区域的侧围型面 由加油小门侧围区域型面引起的问题一般是加油小门与侧围的平整度问题。
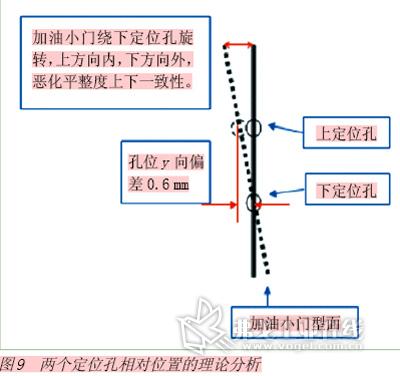
(2)侧围上加油小门区域的两个定位孔 以SGM811的加油小门配合为例:上下两个定位孔间的相对位置(y向差异)会影响加油小门与侧围上下平整度差异,理论分析如图9所示。要想彻底地解决此问题,主要是要解决定位孔的问题:定位孔的尺寸/位置度要求非常高,尺寸基本没有问题,由冲压冲头保证。位置度就涉及到设计和工艺了:设计上要求定位孔位置一次成型时,则可由冲压模具保证稳定性;设计上要求定位孔位置需要通过二道工序才能确定(如冲孔和翻边)时,那么在工艺上就必须先翻边后冲孔,才可保证定位孔位的高稳定性。
加油小门零件
加油小门配合包含加油小门和锁扣两个零件,经实验验证,锁扣对加油小门配合的影响很小,因此本文主要介绍加油小门零件。
1.加油小门总成型面
加油小门外盖板的造型不能太复杂。在选择加油小门的位置时,应该选在侧围上比较平滑的区域开口(比如T250),尽量避免在曲面过多、造型复杂的位置开口。这样有利于供应商对加油小门的制造及控制,以提高产品质量。
2.加油小门的喷涂工艺
加油小门由于面积较小,因此在喷涂的过程中型面容易发生变形,导致平整度超差。加油小门喷涂工艺依据喷涂的温度可以分为两类:
(1)高温喷涂 高温喷涂工艺是大多数加油小门采用的工艺。其优点是喷涂后加油小门外表的抗汽油腐蚀、抗高温性和抗紫外线功能很强。但高温喷涂前后加油小门零件的型面变化较大,会影响平整度的配合。
(2)低温喷涂 低温喷涂加油小门零件的型面变化相对于高温喷涂要小很多,利于供应商控制质量。但是最大的缺点是采用低温喷涂的零件在抗油腐蚀、抗高温和抗紫外线等功能上无法满足工程的设计要求,故该工艺一直未被采纳。
因此工程应在油漆材料和工艺上下功夫,争取在满足加油小门抗油腐蚀、抗高温和抗紫外线等功能的前提下使用低温喷涂工艺,可提高供应商制造质量的稳定性。
3.加油小门的材料
目前DYVP生产车型(T255/T250/V250)的加油小门的材料均为“尼龙材料+玻璃纤维”,这类材料受热后的变形比较大。目前国内的日系合资轿车的加油小门均采用镀锌铁制板材,这种材料刚性很好,造型由冲压模具保证,很稳定,在电镀、喷涂的过程中不会产生明显的变形,很好地提高了产品质量的稳定性。目前,SGM的车型中采用镀锌铁制加油小门的车型有别克君威、君越以及荣御。
结语
综上所述,鉴于加油小门配合的敏感性非常高,要想彻底地解决问题,我们需要做的工作还有很多:提高加油小门配合尺寸链的容差性,最大限度地减小尺寸波动造成的影响,一条合理、优秀的尺寸链会收到事半功倍的效果;在零件装配中需要增加各种辅助手段(如工装、夹具等)来进行柔性调整以满足工艺要求;从加油小门的制造工艺和材料入手,结合考虑目前国内的制造水平等因素,以提高供应商的成品质量一次通过率为目标。只有把握好设计源头,并通过良好的生产工艺使得优秀的设计得以实现,才能生产出高质量的产品。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论