汽车内饰原型件技术的开发和应用

图1 锌合金制造工艺流程
在制造业日趋国际化的今天,缩短产品开发和验证周期、降低新产品开发成本成为整车制造企业及其供应链体系生存攸关的命题。原型件技术的开发和应用为国内汽车企业提高竞争力提供了一种非常有效的手段。
原型件技术概述
原型件技术,也称“快速成型(Rapid Prototyping)技术”,于20世纪80年代后期产生于美国,并很快扩展到日本及欧洲,是近20年来制造技术领域的一项重大突破。它的原义是由CAD模型直接驱动的快速制造任意复杂形状三维实体和技术的总称(这里统指不同于批量生产的产品制造技术),如分层实体制造(LOM)、选择性激光烧结(SLS)、熔融沉积成形(FDM)、数控加工(CNC)、树脂模、锌基合金模、铝合金模和快速钢模等。
原型件技术分类
目前,汽车内饰常用的原型件技术主要有:CNC技术通常被用来做一次性的产品结构验证,直观快速、适合需求数为1~2套的情况;树脂模可以模拟装车,最新的技术可以提高模具寿命到100套以上,适合需要小批量生产(最好<100套)但不需要做产品试验验证零件性能的情况;锌合金模具和铝合金模具都具有较钢模加工周期短、可以回收利用的优点,适用于大而平的零件批量生产,生产的产品可以做试验验证;快速钢模指采用普通钢材(45钢、50钢)替换正式产品模具的钢材来制作原型模具,在模具结构上采用简化的方法,如手工取件、简化甚至不做冷却系统等。

图2 凸模型
根据各项目的时间进度要求和产品变更的情况,一般采用几种方法相结合以减少开发成本,降低项目风险。
1. CNC技术
CNC技术是通过计算机控制机床,通过刀具切削将毛坯料加工成半成品或成品零件,主要用于快速样件装车和尺寸验证等。在汽车产品设计过程中,为了提高设计质量,通常需要做制作CNC样件来做产品设计的尺寸匹配、装配验证。CNC模型主要材料有类ABS、PC(聚碳酸酯)、POM(聚甲醛)、PMMA(亚克力有机玻璃)、PP(聚丙烯)、PA(聚酰胺、尼龙)等。CNC加工特点是加工材料广泛,可以展现产品的外观设计、检测结构与功能的合理性,模型表面处理形式不拘一格,如打磨、喷灰、喷漆、抛光、丝印和电镀等。
2. 树脂模
树脂模一般用CNC技术制作原型,再翻成树脂模具后,向模中灌注双组份的聚氨酯,固化后即得到所需的零件。调整双组份聚氨酯的构成比例,可使所得到的聚氨酯零件的机械性能接近ABS或PP。常用的树脂有硅胶和环氧树脂等。

图3 凹模型
采用树脂模具与传统注塑模具相比,成本只有传统方法的几分之一,生产周期也大大减少,模具成型寿命小于500次。
3. 锌基合金
锌基合金模(又称“ZAS模具”)起源于60年前的日本,首先在大型车用五金件上运用,后来用于汽车工业的试件制造中。目前在日本、韩国的汽车工业中应用广泛,技术已很成熟。目前常用锌合金配如下表所示。
锌合金原材料的特点有:
(1)可重复熔炼,从而降低材料成本;
(2)熔点低,易烧焊,故修模、改模成本低,速度快;
(3)材料结晶过程易于控制,沙眼几率低,所以原材料质量受控。
锌合金模具的特点有:
(1)最大模具寿命可达10000次;
(2)自制铸件毛坯,加工量小,加工速度快:相对一般钢材的加工速度而言,CNC加工快1倍,电火花加工快0.5倍,钻孔快2倍,抛光快1倍;
(3)模架可标准化,利于重复使用;
(4)材料准备时间短,普通大型模具材料准备时间为15~30天或更长时间,而锌合金材料熔炼只需1~3天。
锌合金制造工艺过程如图1所示,比一般钢模多了铸造模型加工、材料熔炼和锌模铸造三个环节。

图4 熔化炉
(1)原型件数据发布 根据发布的产品数据,模具设计师根据原材料的收缩率等换算出铸造模型数据。
(2)铸造模型加工(如图2、图3所示) 先机加工一个有粗的零件形状的凸模型(木模或钢模),把木模翻成凹模型。
(3)材料熔炼 在熔化炉内,把锌合金按一定比例配比后熔化(如图4所示)。
(4)锌模铸造 把熔化后的锌合金倒入凹模,等锌合金冷却变硬后,打碎沙模,得到型芯和型腔模型。如果需要冷却管道的话一般在这个阶段预埋(如图5所示)。

图5 锌合金铸模
(5)模具机加工 对型芯和型腔模具进行机加工、电火花加工和抛光处理。
(6)装配 装配后就可以注塑零件了。
4. 快速钢模
快速钢模通常用简化的方法、较便宜的原材料加工模具,以降低成本和缩短加工周期。目前主要是用45钢加工模具型腔、型芯材料和模架;斜顶、滑块简化成镶块手工取件,采用便宜的热流道系统;简化冷却系统甚至不打冷却管道用延长注塑时间来解决冷却和变形问题;表面处理不做热处理(调质、淬火、渗碳和发黑),表面抛光简单化,只去除机加工刀痕;不做皮纹处理。有的大型模具,如仪表板或保险杠模具,还可以采用型腔、型芯分成多块加工再组装成一幅完整模具的方法以缩短加工周期,更高效地利用钢原材料。快速钢模的寿命可达20000套,在锌基合金引入中国前,快速钢模在国内应用最为广泛。
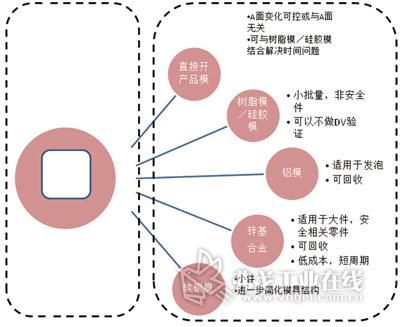
图6 原型件开发从单一模式向多种形式相结合衍变
原型件开发策略和开发流程
1. 原型件开发策略
在项目前期,原型件开发策略的制定非常重要。以前由于供应链体系不够完整,很长一段时间要么全部采用树脂模,结果只能装车不能做物理试验验证;要么全部采用软钢模,时间长,费用高,20000次的模具寿命只能用到几百套。
随着对原型件技术的深入了解,主机厂开始思考什么才是最精益的原型件开发模式。泛亚汽车技术中心内饰部的工程师们经过多个项目的实践发现,在前期根据每个零件的情况制定原型件开发策略可以有效降低项目风险,减少原型件开发总费用。对于跟安全无关、没有设计验证试验要求的零件,推荐用树脂模;对于与安全相关需要做设计验证试验的零件,大件推荐用锌基合金或铝模,加工速度快,小件推荐软钢模,很多零部件供应商自己就有开模能力;对于零件跟造型A面无关或后期变化可控的零件,为了进一步节省成本,可以直接开产品模,如有必要,前期开一定数量的树脂模保证前期装车(如图6所示)。
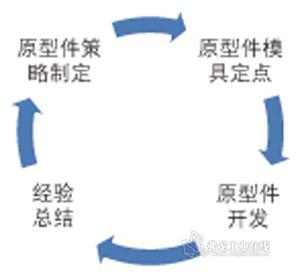
图7 原型件开发循环图
2. 原型件开发流程
按项目的不同阶段,原型件开发可分为原型件策略制定、原型件模具定点、原型件开发和经验总结四个阶段(见图7)。在前期制定原型件策略,在造型冻结前后进行原型件模具定点,在初始A面发布后进行原型件模具设计开发,在模具开发过程中的任何问题都应输入到后期经验总结,再输入到下一个项目的原型件策略中。
(1)原型件策略制定 在新车型开发过程当中,根据整车开发流程,在项目起动后就会起动项目预算,这时就可以根据项目的时间节点、项目的总预算制定粗步的原型件开发策略,确定原型件开发计划表,同时要确定原型件是同产品模一起定点还是分开定点的策略。
(2)原型件定点 由于原型件一般用于样车制造,所以要根据样车制造的时间确定原型件模具的起动时间和定点时间。原型件的定点与产品模尽量一家:共用设计费,可节省总费用3%;共用油缸与相关标准件,可节省2%;设计经验与模具工艺共享;由于风险比较大,不建议共用热流道。

(3)原型件设计开发 内饰原型件开发主要用于样车装车,在内饰产品设计开发过程中,一般通过CAE分析来优化产品设计的强度、刚度等,同时提供零件做各项安全试验也必不可少。从初始A面数据发布到样车物料到厂时间之间是原型件模具设计开发阶段,一般有20周时间用于产品结构设计与原型模具制造,对于工程来讲,一方面由于成本的原因,往往需要寻找新的技术突破,传统的制造方法在成本与周期上无法满足项目的要求;另一方面,工程为了验证产品设计、装配、工艺结构与产品性能,在产品正式模具起动前,需要选择与制定合理的快速制造技术,进而使得产品性能得到可靠的验证。
(4)经验总结 在原型件模具设计和开发过程中往往存在很多问题,及时总结这些经验教训可作后车之鉴。
结束语
单一种类的原型件技术往往不能满足项目时间和预算的要求,多种技术相结合,甚至在一个模具上使用两种或多种原型件技术取长补短,如环氧树脂模和硅胶模结合,锌基合金做型芯、钢材为型腔以满足型腔烂皮纹的要求等,也有的项目前期用CNC样件验证零件结构和配合,后期用锌基合金、软钢模或产品模具满足批量装车和试验验证的要求。
原型件技术的发展将引领产品开发的新模式,原型件给设计师以前所未有的直观方式体会设计的感觉,所设计的产品结构和外形迅速的得到验证和检查,从而使设计工作进入了一种全新的境界,改善了设计过程中的人机交流,缩短了产品开发的周期,加快了产品更新换代的速度。另一方面有了原型件制模技术,对于产品结构的验证和新工艺的开发起到前所未有的推动作用。研究和开发快速原型制造技术,对于模具及其他制造工业的发展具有极大地促进作用,是一种值得广泛推广的先进制造技术。而且,中国的航空航天、汽车、家电等诸多行业新产品的开发越来越离不开原型件制模技术。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论