乘用车塑料油底壳模拟设计
与金属油底壳相比,塑料油底壳在部件重量、后加工复杂性及设计自由度等方面都具有突出优势,为此,东风汽车集团股份有限公司针对其一款铸铝油底壳,模拟设计了替代方案。本文对此设计过程进行了详细介绍。
油底壳是汽车发动机润滑系统的重要组成部分,对其进行合理设计,有助于简化汽车发动机的结构,使其体积缩小、重量减轻。目前,东风汽车集团股份有限公司A发动机的油底壳采用铸铝制成,集成化低且较重,在轻量化和集成化方面,具有较大的开发空间。以此为基础,通过合理的分析,采用注塑工艺,以聚酰胺(PA)为材料,模拟设计了此零件的替代方案。
与铸铝相比,采用PA材料制造油底壳可将系统重量减轻40%。不仅如此,注塑工艺对于环境的影响也明显降低。另外,凭借塑料在设计自由度,可集成性等方面的优势,部件的成本降低了约10%。
材料选择
1. 铸铝油底壳
本次模拟设计的目标是开发一款塑料油底壳,作为东风汽车集团股份有限公司A发动机金属油底壳(如图1所示)的替代解决方案。此金属油底壳采用铝合金ADC12浇铸成型,基本壁厚为3.5mm,重量为2.5kg。

2.金属与非金属油底壳对比
为开发合理的解决方案,在模拟设计前,本项目对由不同金属、非金属材料制成的油底壳进行了分析比较(见表1)。从表1中所示结果可知,选用PA制造塑料油底壳,具有重量轻、可回收、设计自由度高、加工工序少及总体成本低等综合优势,这也是未来油底壳发展的重要方向。

3.材料选择
目前,世界上有很多PA生产商。其中,德国巴斯夫在2003年与梅赛德斯-奔驰公司开发出了第一款PA油底壳,并一直在 PA油底壳的应用、设计和开发领域处于领先地位。另一方面,飞石冲击是油底壳塑料化面临的最主要风险之一,基于上述两个因素,本模拟设计项目最终选择了巴斯夫韧性较好的Ultramid PA6+GF35(B3ZG7 OSI)材料。
产品设计及优化
1.产品设计原则
对油底壳这类部件而言,不论采用何种材料制造,其产品设计都需要遵循以下几项总体原则:
(1)保证装配:法兰面螺栓安装孔位置、背面的扭振减振器安装孔位置不变;
(2)为保证发动机的润滑效果,油底壳的储油量不得减少,换言之,底壳的容积不能明显降低;
(3)为保证整车的理想离地间隙,油底壳的底部最低面不能下降;
(4)油底壳的重量、产品结构及密封结构要满足经济性要求。
2.塑料油底壳总体设计方案
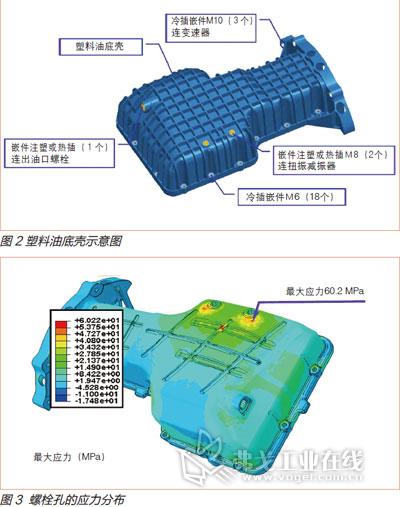
以上述的油底壳主要设计原则为依据,此次模拟设计的塑料油底壳(如图2所示)总体方案如下:
(1)壁厚选择:参照以往的设计经验,塑料油底壳的壁厚初步定为3.5mm;
(2)法兰面的18个安装孔和侧面与变速器相连的3个安装孔各加一个钢质衬套,以防止安装孔处应力过大发生破裂;
(3)铸铝油底壳底部有两个螺纹孔(用于安装扭振减振器),此处要经受扭力,因此在设计塑料油底壳时,在此添加了外侧面带滚花的铜质嵌件,该嵌件采用热嵌工艺安装;
(4)初步选用铜质嵌件方案对底部的放油螺塞孔进行匹配设计,在后续的设计过程中,可以采用其他方案来代替铜件方案,进一步优化成本;
(5)为优化成本,拟采用在法兰面涂液体密封胶的方式实现缸体与塑料油底壳之间的密封,以取代传统的密封圈密封结构。
3.CAE分析
(1)结构强度和局部刚度
测试。塑料油底壳结构强度测试的主要对象是其底部两个连接抗扭连接板的螺栓孔。这项测试的目的是检验塑料油底壳能否承受5000N(每个螺栓孔可能需要承受的最大载荷为5000N)的载荷。而塑料油底壳的局部刚度测试主要是比较两个螺栓孔在X、Y和Z方向上的刚度与抗扭连接板橡胶的刚度。此项测试的检验标准是,要求在同方向上,螺栓孔的刚度为橡胶刚度的10倍以上。
在塑料油底壳数模设计前,由于没有实际的部件,因此需要采用现有铸铝油底壳的数模代替进行结构强度和局部刚度测试。在测试中,油底壳数模的基本厚度为3.5mm,重量为1.34kg,其底部两个螺栓孔处还设计并增添了两个厚度为2mm的铜热插件。在进行下一步细化设计时,此处需加筋强化,避免热插件受扭矩而发生损坏。
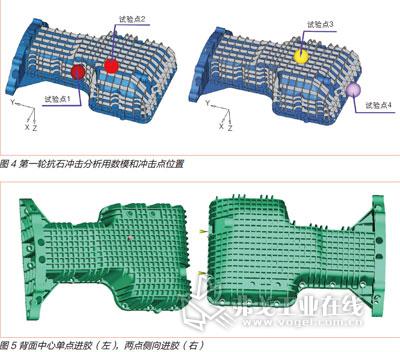
在塑料油底壳的结构强度测试中,当向底部两个螺栓孔上同时施加5000N的力时,油底壳上的最大应力为60.2MPa(如图3所示),此应力值低于材料在150℃时的许用应力值(75MPa),因此强度方面有可靠保障。

(2)抗石冲击测试。在油底壳的抗石冲击测试中,共进行了两轮抗石冲击分析和相应的模型设计。第一轮抗石冲击测试条件如下:飞石的质量为100g,速度为80km/?h,对应的能量为25J,飞石取球形,直径为42mm;油底壳材料采用巴斯夫Ultramid PA6+GF35(B3ZG7 OSI);测试温度为-40℃,由于塑料在低温下较脆,抗冲击性能差,因此该温度下的测试结果更具代表性;冲击角度沿受冲击面的法向方向,位置为图4中所示的4个试验点;边界条件是固定油底壳与缸体相连的18个螺栓孔位置。
考虑到飞石冲击的要求很高,因此在进行测试时,壁厚为3.5mm的塑料油底壳增加了横向加强筋设计,从而形成了遍布整个零件表面的网状十字型加强结构,此结构有利于提升制品的冲击强度。以此数模作为PA油底壳的CAE分析模型,遵照上述测试条件进行抗石冲击测试,其结果显示,在4个试验点中,最大失效值为0.391(在试验点3出现),该数值<1,部件不发生破裂。
用于第一轮抗石冲击测试的塑料油底壳,由于采用了横向加强筋设计,其制品强度获得了提升,但它的重量也随之增加(预计重量为1400g,加强后,塑料油底壳的实际重量为1510g),减重效果变差,产品的成本也有所提高,项目的经济性降低。不仅如此,侧面横筋会使模具结构变复杂,不仅增加了投资成本,成型周期也会略有延长。
因此,第二轮抗石冲击测试根据对从北美地区采购的量产铸铝油底壳的抗石冲击试验结果,调整了测试条件——在常温和冲击能量约为12J的条件下进行测试,测试用的飞石也分为两类:小石头的质量为22g,速度为120km/h,飞石取球形,直径为25mm;大石头的质量为194g,速度为40km/h,飞石取球形,直径为52mm。
另外,第二轮的抗石冲击测试对油底壳数模也进行了调整,在取消其横向加强筋设计的情况下进行测试,具体结果见表2。
从表2中的结果可知,各测试点的最大失效值均<1,部件不会破裂。
(3)塑料油底壳模流分析。制品出模后的翘曲量(对应于法兰密封面的平面度)对塑料油底壳安装后的内应力、法兰密封面的可靠性都有重要影响。因此,对塑料油底壳的翘曲量进行模拟分析是非常必要的。
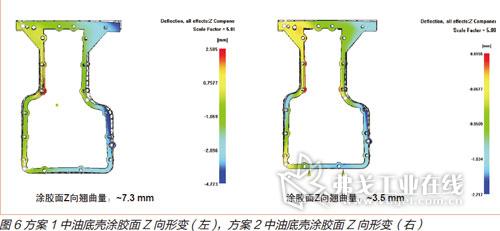
在此项测试中,设计了两种常用的浇口方案(如图5所示),方案1为背面中心单点进胶,方案2为两点侧向进胶。测试中的塑料油底壳采用巴斯夫Ultramid PA6+GF35(B3ZG7 OSI)制造,具体的测试条件为:熔体温度为283℃,模具温度为88℃,注塑时间为3.5s,保压切换点位置为98%,保压设定时间为10s(80MPa),冷却时间为25s。

在上述测试条件下,对两种进胶方案所产生的法兰面Z向形变进行测试,结果如图6所示。从翘曲形变角度来看,方案2涂胶面的翘曲量为3.5mm,小于方案1,因此本次模拟设计拟采用两点侧向进胶方式。
值得一提的是,除上述几项重要测试外,本项目在进行模拟设计前,还进行了料流的充模结果、保压时内部压力分布、熔体温度分布及玻璃纤维取向分布等测试分析。
4.零件结构优化
根据铸铝油底壳的数模,并结合第一轮设计及CAE分析结果,本项目对塑料油底壳的原结构设计进行了优化。优化后的设计特点主要体现在以下几个方面:
(1)壁厚确定为3.5mm,塑料件的设计特点能保证总体壁厚的均匀性,拔模角、各处的圆角设计满足塑料件的工艺要求;
(2)背面加强筋的厚度、高度、形状及分布经过了精心设计,能确保耐飞石冲击的可靠性;
(3)法兰面的18个安装孔、侧面与变速器相连的3个安装孔采用钢质衬套加固,底部用于安装扭振减振器的两个螺纹孔,增加铜质嵌件。
此项经过优化的设计不仅能保证塑料油底壳的性能,同时还将制品的重量控制在1400g左右。与铸铝油底壳相比,此项设计可减重约40%,同时总体成本也略有降低。

塑料油底壳性能测试
1.材料性能测试
模拟设计的塑料油底壳采用巴斯夫Ultramid PA6+GF35(B3ZG7 OSI)制成,该材料各项物理性能经过了第三方实验室的测试,其具体结果见表3。
2.密封胶性能对比试验
目前,塑料油底壳的密封主要采用传统的硫化橡胶,但欧美已经开始用液态硅橡胶进行固化密封。出于优化成本的考虑,本设计项目也对以硅橡胶取代传统橡胶密封圈的可行性进行了研究。测试对象为A胶和B胶,测试结果见表4。通过对比表4中的结果,可以得到以下几项具体结论:
(1)两种密封胶老化前后的拉伸强度基本相同。经热机油老化后,A胶的伸长率虽与B胶相差不多,但其经热空气老化后的伸长率衰减很快。在实际工况中,密封胶有一部分会暴露在大气中,因此长期耐老化性更优异的B胶是比较理想的选择。
(2)在密封性方面,两种密封胶在新状态、经热空气老化和热机油老化后,加压至0.6MPa,都没有发生泄漏,说明它们与铝合金和PA可进行良好的粘接,且粘接界面长效、稳定,从而实现了出色的密封效果。
(3)在相同状态下,B胶的拉伸剪切强度均低于A胶。而在密封性得到满足的前提下,较低的拉伸剪切强度对应较低的粘接强度,更易去除,利于售后维修。
3.冷热交变试验
塑料油底壳安装后,密封胶的线性膨胀系数与油底壳材料较接近,而与铝合金相差较大,因此在实际使用中,当温度发生剧变时,膨胀系数的差距可能会造成粘接界面滑移、破坏,从而导致粘接失效。基于此,测试塑料油底壳以粘接方式安装后,在冷热交变情况下是否会漏油是十分必要的。
由于在实际测试中没有塑料油底壳样件,因此采用了现生产的A发动机气缸盖罩(进行了加工改造)代替实际油底壳进行冷热交变试验。此气缸盖罩外形、尺寸均与油底壳接近,其基材为PA(添加了40%玻纤等填料),也与油底壳材料类似。
在测试中,首先要模拟油底壳的安装条件,用A胶和B胶将气缸盖罩的法兰面与铝合金板粘接起来。然后,分别在新状态和冷热交变试验后对其气密性进行测试。气密性试验的具体过程为:向腔内和标准容器内同时充入相对压力为0.038MPa的空气,待稳定后(充气到稳定约30s),切断气源,用差压法测出被测件与标准容器的压差,换算出泄漏量,全程约为1min。具体的冷热交变条件以130℃×5h、常温1h、-40℃×5h及常温1h为1个循环,共循环20次。
经测试,在冷热交变试验前后,两种密封胶粘接的气缸盖罩和铝合金板都没有发生泄漏。
结论
1.本文对开发A系列发动机PA油底壳的可能性进行了研究。与铸铝部件相比,塑料油底壳能减重40%以上,有利于汽车轻量化的发展要求。PA油底壳性能稳定,其耐化学腐蚀性和耐候性尤为突出,且在常温和低温下均能表现出良好的抗冲击性能,满足了油底壳使用工况的要求。
2.从已经完成的试验研究看来,两种密封胶都可用于塑料油底壳的粘接。B胶易清除,更适于售后维修,但成本高出A胶甚多。最终确认,还需更进一步的试验。
3.如要开发新型油底壳,应在设计初期就注重匹配设计,并充分利用塑料设计自由度高的特点,设法将油底壳与防溅板(分油板)和机油过滤器等进行集成。此方法可有效降低成本,促进油底壳塑料化技术的推广应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论