汽车纵梁冲压成形工艺分析
板料冲压成形作为一种重要的塑性加工工艺,广泛应用于航空航天、汽车、仪表等工业领域。据统计,其中汽车覆盖件中有60%~70%是采用冲压工艺生产出来的。汽车覆盖件具有材料薄、形状复杂、结构尺寸大、表面质量要求高及生产成本高等特点。成形往往兼有拉延、胀形、翻边、弯曲等多种形式,在成形过程中板料上各点的变形状态很复杂,应力、应变很不均匀,差别很大,有些形状较复杂的冲压件需要经过多道工序才能完成。但是,覆盖件的质量好坏在很大程度上受拉延模的质量控制,因此拉延件的设计是冲出高品质冲压件的关键。而如何迅速而准确地预测整个冲压成形过程可能出现的起皱、开裂以及不合要求的回弹等缺陷并确定其中的一些重要冲压参数,已成为冲压技术发展的瓶颈。随着板料成形有限元理论的不断完善、计算机技术的迅速发展、对冲压加工过程认识的深入,以及板料成形有限元模拟技术的日趋成熟,使模拟冲压成形过程成为可能,并日益成为汽车、模具、钢铁等企业优化工艺提供选材以及缩短产品开发周期、减少制造成本的有力工具。
本文以某汽车右前纵梁本体为例,依据其结构特点判断材料的流动方式,用UG软件对模型做合理的工艺补充并导出,借助三维冲压仿真软件PAM-STAMP2G进行成形过程的数值模拟,获得了合理的拉深成形工艺参数,以用于指导生产。
模拟过程与结果
本体拉深工艺分析
图1为汽车右前纵梁本体零件图,其材料为X1,板料厚度为3mm。从该图可以看出,该零件结构复杂,局部成形较多,是弯曲、拉延和胀形复合的结果,需要经过拉深→冲孔→切边等多道工序才能完成,其拉深工艺过程为一次拉深成形,单动冲压形式。本文主要研究其拉深成形过程,暂不对冲孔及切边过程进行模拟,图2即为零件的工艺补充完成的拉延件。
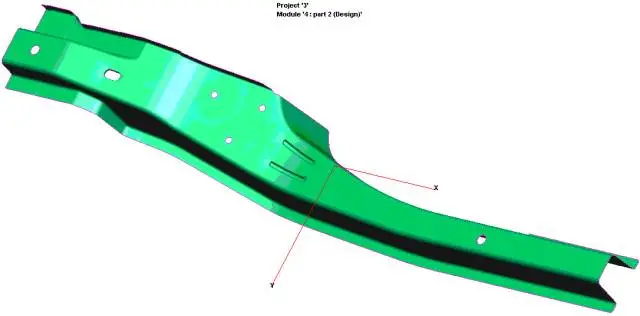
图1 汽车右前纵梁本体零件
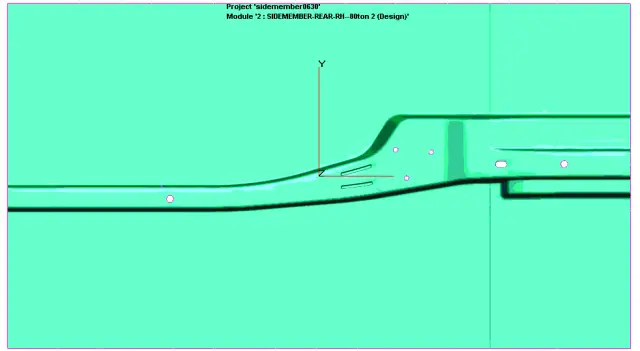
图2 零件的工艺补充
模拟步骤
⑴利用UG软件输出已建好拉深件的igs文件。
⑵打开PAM-STAMP2G软件,建立一个新文件,导入拉深件的igs文件。此时拉深件的形状显示在屏幕上。拉深件表面有7个孔洞,孔洞可在UG里进行修补,也可在PAM-STAMP2G中进行修补。因面积不大,表面也比较平滑,故选择在PAM-STAMP2G的模面设计模块里进行模拟工艺补充面设计。
⑶进入精确成形质量控制模块,根据底模进行压料面及底模型面的区域网格单元划分,然后利用工具生成器快速生成凸模和压边圈。
⑷根据所给轮廓线生成板料并进行网格划分,对冲压方向和等效压延筋等进行设定。
⑸利用数据生成宏(Data Setup Macro),输入模拟参数。
⑹模具运动情况预览。观察压边和冲压运动状态,动画取保冲压运动正确。
⑺进行求解器的设定并开始提交计算。
⑻结果分析。
本体冲压仿真
建立的有限元计算模型,见图3。模拟材料选X1的主要参数为弹性模量E=206MPa,泊松比υ=0.33,屈服强度σs=461 MPa,抗拉强度σb=662 MPa,零度方向各向异性系数r0=1.22,45度方向各向异性系数r45=1.34,90度方向各向异性系数r90=1.44,硬变硬化指数n=0.2,硬化系数K=0.96074,本构模型采用Hill 48屈服准则的正交各向异性材料模型。
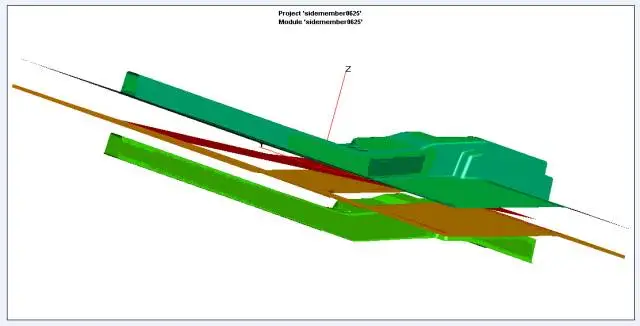
图3 汽车右前纵梁本体有限元模型
采用单动冲压形式,压边力为800kN,摩擦系数为0.12,模拟结果见图4a、b、c。
![]()
(a)材料减薄
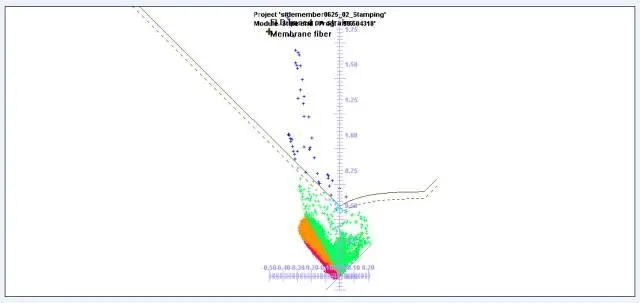
(b)成形极限
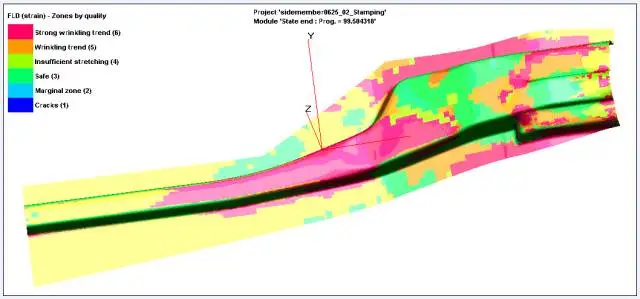
(c)模拟成形质量分布
图4 纵梁本体拉深模拟
从结果分析可以看出,零件拉延比较充分,减薄很厉害,部分地方有起皱现象。在零件的圆角部有一明显的破裂,这说明所设定的冲压条件(模具或工艺参数)不合理,需要修模或调整成形工艺来消除成形缺陷,以下针对其工艺进行一定的调整。
模拟结果分析及改进
模拟可显示各加载时刻板料的变形、应力、应变分布及板料厚度变化和成形极限图等,其中厚度变化和成形极限是工程界最为关心的两个物理量。图4a为计算机模拟冲压成形后的板厚分布,其中最薄处减薄率达77%,已处于破裂的范围,起皱也非常明显。图4b是拉深成形后的成形极限图(FLC),图中成形曲线(FLC)由材料参数和屈服理论确定,可以看出,制件已经明显出现破裂。从图4c的结果分析可知,造成破裂的主要原因是材料的流入较困难。因而可以通过调整压边力、摩擦力的大小及拉延筋的高度,使材料更易于流入。
压边力是影响板料成形质量的重要工艺因素,在拉深过程中,压边力的主要作用是用来增加坯料的拉应力,控制材料的流动,使材料充分塑性变形以提高零件刚度,避免起皱。压边力太小,板料拉深时会起皱;压边力太大,板料拉深就会有被拉裂的危险。因此,在实际拉深过程中,应合理控制成形过程中的压边力,以消起皱和破裂等缺陷,提高成形性能。
在拉深的过程中,摩擦与润滑是一个不容忽视的因素,对拉深性能的影响是很大的。大量实践证明,见图5,板料与模具间合适的摩擦状况,不仅可以弥补材料本身成形性的不足,也可在一定程度上补偿模具设计制造上的欠缺,减少修模次数,降低废品率。但是过大的摩擦会使变形金属的表面产生划伤,使模具的精度下降和寿命变短,因此,要研究摩擦润滑条件对拉深性能的影响。
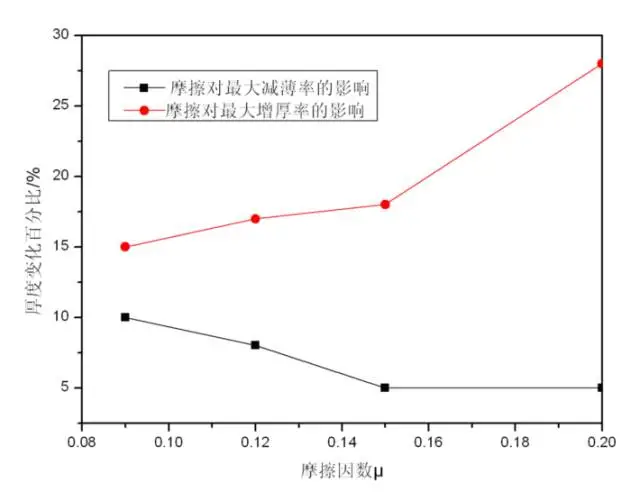
图5 摩擦对拉深后板料厚度的影响
覆盖件在拉延时要求进料阻力均匀,因此拉延模应在材料容易流动的地方加拉延筋。拉延筋参数的合理取值及其合理布置是控制金属流动防止出现起皱和破裂的重要手段。其实质是改善拉延毛坯在压边圈下的流动条件,使各部位的变形趋于均匀。从拉延筋的布置情况及其冲压。采取降低拉延筋的高度,改进后的拉延筋形状仍为半圆形,宽度也不变,但深度降低为6mm;同时,压边力从800kN降为600kN,摩擦系数改为0.08。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论