机器人激光检测在白车身尺寸测试的运用
对于汽车白车身这样的大批量制造的大型产品,怎样有效地控制白车身的车身尺寸从而满足顾客的要求,一直是奇瑞公司白车身质量控制的追求。自从奇瑞公司从又快又好的战略转变到又好又快的发展战略,在有效地控制了白车身强度质量同时, 车身功能尺寸质量的控制被提到了空前的高度上,而机器人激光检测技术的运用为奇瑞公司白车身尺寸质量控制提供了保证。
检测技术的发展
从检具的运用,到三坐标测量机的应用,到目前机器人激光检测设备的开发和应用,车身尺寸检测技术就呈现出非接触、高智能、高精度和高效率的发展趋势。
自以光学坐标测量机为代表的激光测量技术的出现,使得汽车车身制造尺寸的100%在线检测成为现实,而机器人激光在线检测技术就能使车身焊装过程中各种故障的检测更为有效、快捷和准确,而且还为监控工艺装备的工作状况、预报其可能故障提供了实现基础。
机器人激光检测系统工作原理
按照激光检测系统承载方式可以分为固定式激光检测系统和机器人激光检测系统。固定式激光检测系统和机器人检测系统原理大致相同,固定式最大的优势是可以检测到机器人手臂无法达到的部位。下面,将着重介绍机器人激光检测系统。
1. 机器人激光检测系统组成部分
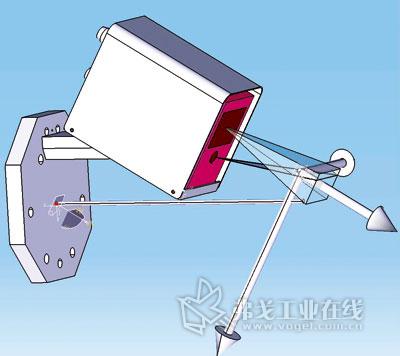
机器人激光检测系统由3部分组成,即一个机器人、一套激光检测系统及一个终端数据处理计算机。图1为机器人工作示意图。

图1 机器人正在工作
激光检测系统为一个非接触式三维视觉传感器装置组成,它由2个在45°方向对称配置的激光传感器和一个位于中心线上的CCD摄像机组成。激光传感器用来检测被测工件型面上某一点在空间的位置;摄像机用于确定工件型面上1个孔的大小和形状(见图2)。一般来说,3点即可确定1个圆孔,但是在检测时为了保证孔的大小形状可以多选取一些点,这里我们可以选取30点。对于不规则的物体通过寻找中心,特征边或角从而确定物体的形状。
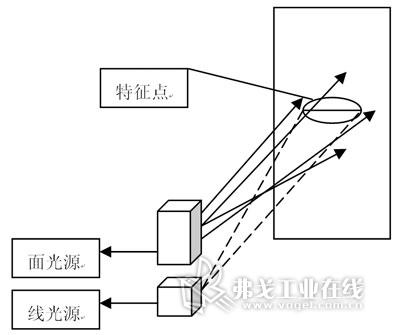
图2 激光检测示意图1
激光检测示意图2
终端数据处理系统由PC计算机、交换机及数据处理软件组成。对于传输回来的白车身测点坐标数据,使用VECTOR数据处理软件进行车身坐标偏差处理。图3为终端数据处理系统。

图3 终端数据处理系统
2. 白车身测点坐标的计算
当机器人开始测量后,按预先设定的测量路径带动视觉传感器运动,依次使测点进入到传感器的测量区域内,由视觉传感器和测量主机完成对圆孔边缘测量。
如图4所示,机器人激光检测系统中存在4个坐标系。其中包括,与机器人相关的2个坐标系,安装机器人时确定的基坐标系统Ob-XbYbZb和机器人末端关节坐标系Oh-XhYhZh,还有车身坐标系Ow-XwYwZw和视觉传感器测量坐标系Oc-XcYcZc。测量的结果即为测点P在车身坐标Ow-XwYwZw下的坐标PW。从图4可以看出
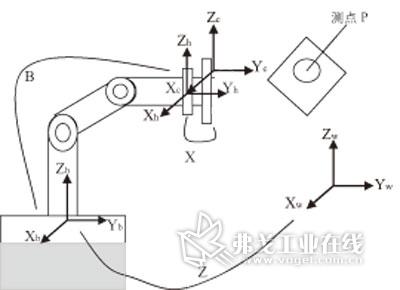
图4 机器人坐标测量系统图
PW=Z×B×X×PC (1)
式中:PC为被测点P在视觉传感器测量坐标系下的坐标值;X为机器人手眼关系,即机器人末端关节坐标系与视觉传感器测量坐标系之间的变换关系;B为机器人末端关节坐标系与机器人基坐标系之间的坐标变换关系;Z为机器人基坐标系与白车身坐标系之间的位置变换关系。
式(1)中,由于视觉传感器与机器人末端关节刚性连接,测量过程中两者相对位置不变,所以X在测量中恒定;同样,机器人基坐标系相对于白车身坐标系的位置关系也是不变的,即值恒定,因此,通过现场标定可以将X和Z在测量前计算出。B可以由机器人的正向运动学模型及各个关节变量值获得。通过以上分析,只要得到检测点在视觉探头传感器测量坐标系下的坐标PC,根据式(1),即可计算出P点在车身坐标系下的坐标PW。
3. 现场标定
目前,对摄像机和激光视觉传感器的标定进行了大量的研究,并建立了多种成熟的算法,这里我们采用分步求取获得。
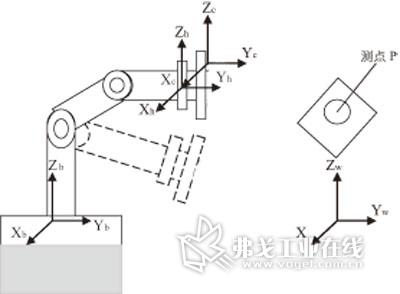
图5 分步法标定示意图
假如机器人分别从不同角度对某一点检测2次,见图5。则存在姿态1为
1/Z×PW1=B1×X×PCl (2)
姿态2为
1/Z×PW2=B2×X×PC2 (3)
式中:PW1和PW2为同一个检测点在车身坐标系下的坐标。因此PW1=PW2,即
B1×X×PCl=B2×X×PC2 (4)
式中:B1和B2根据机器人的运动模型是已知的;PCl和PC2是视觉传感器的测量结果。显然,如果控制点数大于3 个,且控制点不在同一条直线上,X就可以计算出,再根据式(1),可计算出Z。
机器人激光检测系统运用
下面介绍的机器人检测主要侧重于白车身,四门两盖的检测同样可以使用。不同之处在于两者载具,前者使用滑撬,后者需使用专用的吊架。
机器人激光检测系统实际运用中涉及到测点选择,检测用于比较的白车身“标准件”选用,机器人激光检测系统的校正功能及检测系统的柔性化设计,以下将从以下方面一一阐述。
1. 白车身测点的布置原则
在车身生产过程中测量的目的是确定过程控制和不断改进,面向车身工艺过程稳定性控制、功能控制以及焊接过程中的故障诊断。按照测点功能的不同,可以将常见的车身测点分成3类:主要定位点检测点、关键产品特征检测点和关键控制特征检测点。
(1)主要定位点检测点布置。车身的生产过程中使用大量工装夹具来完成对板件的定位并夹紧,确保板件在每次焊接时空间状态保持一致,以保证车身尺寸。但是在生产过程中,定位销及定位块的磨损及松动导致定位基准发生变化,影响车身的尺寸。
主要定位检测点能够显著反映其定位状态,这些点的设立将有助于对由于定位或基准位置发生偏移而产生的制造偏差进行识别和诊断,例如:前/后纵梁定位孔直接影响整个车身骨架的尺寸。
(2)关键产品特征检测点的布置。轿车外观形象是否符合人们的审美要求将最先确立顾客对轿车的满意程度。关键产品特征检测点最先要保证的就是影响轿车外观形象的关键部位的尺寸要求,具体地讲就是影响轿车整车外部型面的配合间隙及配合平整度要求。车身关键产品特征检测点布置要根据整车设计时的配合规范来进行。一般来说,这些关键特征检测点主要分布在车身的以下安装点,如左/右前门安装孔、左/右后门安装孔、发盖铰链安装孔及后行李箱舱盖铰链安装孔。
(3)关键控制特征检测点的布置。关键控制特征点是白车身检测点中数量占绝对多数的一类点,因此,它们的合理分布可以有效地减少采样点数,而且能正确反映工件在焊装过程中的状态,以便进行夹具故障识别与诊断。对每一个关键产品特征检测点要相应地布置多少个关键控制特征检测点,以及这些点的位置一般位于工装难以准确定位的板件上等。这些点的确定主要依靠经验积累,而且需要对生产实际作出分析了解。在此基础上,根据装配误差积累的情况来确定它们的分布,对于累积装配偏差大而且容易超差的区域,要多布置一些关键控制特征检测点。
2. 机器人激光检测系统偏差的校正
机器人激光测量采用比较测量的方式,故需要准备一个用于“置零”的标准车身进行测量比较。同时它不同于三坐标测量机“标尺”般的精准,机器人测量系统本身有可能存在误差,再加上与其比较的标准件本身存在误差,如果发生积累,将直接影响对故障判定,所以必须对以上误差进行消除。
(1)机器人自校正功能。机器人进行白车身的自动焊接时,由于机器人运行产生热量易影响到机器人的运行路线精度,而机器人本身坐标系产生的微小偏差将直接影响到测点在车身的坐标系,因此每台探测机器人细微偏差靠现场温度补偿小球在机器人坐标系中的坐标偏差量来自动补偿。
可编程控制程序(PLC)可以设定机器人检测N台份白车身骨架时对小球进行检测,通过小球的偏差不断调整机器人的运行状态。考虑到金属材料的热变量,这里采用受热基本上无变化的碳纤维材料的小球。
(2)标准车身的校正功能。事实上对于冲压件、焊接件这类性质的工件,不可能制成一个很精确的标准车身,所以一般需对激光测量控制系统输入偏差数据作为校正值。因此,可以将主模型进行三坐标检测,两者比较后给激光测量控制系统一个偏差值做为校正值。
3. 车身控制点的循环检测
从成本考虑, 不可能使用过多的机器人进行检测,由于生产节拍限制,单台机器人测不可能在单次检测中做到全检,但是可以对区域内所有的检测点分批次多次检测,做到循环检测,这样不但可以对所有点做到100%检测,还可以做到随机抽样的效果,更容易预测到故障发展趋势,对于关键控制特征检测点偏差数据也可以采用SPC分析出具体的故障模式。
4. 检测数据处理分析及预警系统
数据分析对下一步的生产有重要作用。可以根据对已经检测尺寸的总体分析了解焊接过程中各环节的精度情况,可以从误差趋势中预测下一步的焊接精度,以便及时调整焊接工艺,防止不合格品的出现。机器人检测到数据后使用VECTOR软件进行分析得出该车在车身坐标系中的实际测量差值为F1、F2、F3……Fn,然后将该车身在实测点的相对误差值描绘在同一坐标下,就可以了解车身相关的加工工艺的精度情况。
根据现场机器人激光检测系统采集到的数据,以白车身上测点的采集数据为例,说明数据库中的数据在数据分析功能中的作用。抽取连续多点的测量数据,其理论值从三坐标标准数据库中调出“标准车”误差数据。根据该车身在全部测点的误差,用横坐标表示测点编号,纵坐标表示相对理论值的误差,绘成曲线图。根据误差线相对允许误差范围的偏离程度,可以分析加工器具的磨损状况,若发现偏差持续很大,则系统终端计算机给输出相关指令,系统外置报警系统开始报警。
5. 机器人激光测量系统的柔性化发展
现代的汽车生产汽车企业,考虑到一线一车型成本较高,一般都多车性共线生产,机器人激光检测同样存在相同问题,不可能检测单一车型,因此在规划生产时尽量考虑到,机器人焊接及机器人激光检测柔性化发展。
利用给滑橇(存储端) 安装存储有车型转换程序的读写头及主线工位(读取端)上安装可以读取车型转换程序的读写头来给可编程控制器信号,控制器接收到信号后给机器人信号实现不同车型之间的转换,从而达到共线生产是一种比较理想的生产组织方式。同样,机器人激光检测系统也可以利用其生产组织方式达到车型之间切换检测的目的(见图6)。

图6 检测柔性化
结论
相对于检具和三坐标测量机检测功用,可以说机器人激光检测系统完全可以取代之。可以采用辅助支架的方式,使用一台机器人激光测量系统,把需要测量的车身总成件放置到辅助支架上,就可以实现激光测量。激光测量系统的高智能、高精度和高效率的优点将是白车身总成和白车身上的分总成的测量技术的发展方向,必然是激光测量系统的运用代替大量的专用检具和三坐标测量机的测量趋势。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论