如何提高设备开动率

在汽车动力总成的制造中,发动机、变速箱机加工自动线的设备开动率高低,会直接影响到企业的生产纲领和发动机、变速箱的制造成本。如何在原设备的设计能力上保持设计能力并进一步提高设备的开动率,成为了向现场支持部门和管理人员挑战的内容。
真正能够反映设备开动率高低的是在生产线三班运作时。影响设备开动率高低的最大因素是设备的维修及保养时间和刀具调换时间。故一班、二班运作时的设备维修除了即时维修外,不到万不得已时,相关人员还可以利用设备停机时做TNPM(全员规范化生产维护)、PM(生产维护)。三班运作时的设备开动率,才是对现场管理部门与支持人员真实能力的真正考验和反映。要提高它必须捕捉解决瓶颈工序中影响设备开动率的各种不利因素。
TEAM的参与
要提高加工自动线某个工序或工位的开动率,需由规划、维修、刀具、质保、采购、化学品、生产等人员组成的TEAM来共同参与分析问题,解决问题。由工程师、技师、高级技师等复合型人员组成头脑风暴型的团队,合理利用每一个成员的知识和技能协同合作。通过不同角色的组合,相关问题由相关人员负责,其他人员积极支持、相互信任、共同互补,发挥团队的最佳作用,以达到事半功倍的效果。TEAM建立CIP(不断改进)的会议形式,并建立例会制度。充分实施协作与配合,相关人员对新问题及时分析解决,老问题跟踪总结,最终达到共同目标——提高设备开动率。
问题的分析
停机时间包括机床预热时间、TPM(全面生产维护)时间、故障时间、换刀时间、工件测量时间、机床待料等待时间、操作工休息时间、设备调整维修时间等。解决影响设备开动率最理想的结果就是能够把影响设备开动率的不利因素全部解决,将停机时间控制在最低范围内。由于设备使用年限不同、运作生产班次不同、班次JPH(Job Per Hour)产量不同,分析影响开动率主要原因的方式方法也是不同的。
1. 分析设备停机时间
随着使用时间的延续,单就设备本身而言,影响设备开动率的停机时间是一个“浴盆”曲线的过程,如图1所示。浴盆轮廓曲线代表设备停机率曲线,浴盆前后二边上端至底部曲线是倾斜的,即代表设备停机率高。从图1中可知,随着使用时间的增加,设备的停机时间会产生三个阶段的变化,即:设备磨合期、设备稳定期、设备老化磨损期。

图1 设备故障与使用时间的关系曲线
2. 辅助准备的影响
实际生产中,有些工序由于辅助时间长,如测量工件等待、换刀次数频繁、调刀时间偏长、物料输送断档等原因,会导致工序开动率的下降,影响整条生产线的开动率。严重时,还会成为整条加工线的瓶颈。
瓶颈的解决
在设备使用过程中的三个阶段应采取相应办法,合理提高设备的开动率。如设备的磨合期,可以通过总结性的停机分析,对自动线的开动率作月度评估,来获取设备开动率低的原因。这种阶段性停机的分析,可以了解造成磨合停机期的瓶颈工位及原因。在设备稳定期,可以通过建立各类故障问题的解决指导方针,将排除故障的步骤标准化,通过维修达到缩短排除故障的时间。在设备老化磨损期,通过PM的合理安排及产品零件尺寸数据的变化趋势跟踪,及时发现及时安排时间做好设备的调整与维护。
制约理论认为:在一条加工生产线上,瓶颈工序的开动率决定了整条生产线的开动率。因此,在实际生产中,我们应将有限的费用和人力用到最需要提高的自动线工序上,解决开动率最低的生产线工序,以提高整条自动线的开动率。故提高设备的开动率,首先应该考虑整条生产线的瓶颈工序是在哪里?再从瓶颈工序上找瓶颈工位。图2所示为通用动力总成厂V6缸体线某月各工序的开动率月度分析情况(单班生产)。
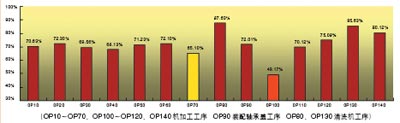
图2 V6缸体线各工序优化前某月的开动率
根据月度分析,瓶颈工序为OP100,其开动率为49.17%。然后,对OP100瓶颈工序展开分析,分析该工序的瓶颈工位及原因。根据问题的分析结果,提高设备开动率的TEAM人员,通过头脑风暴列出解决问题的短期措施及长期措施,建立来回解决整条加工生产线的“山沟”计划,最后达到“平原”的理想状态的思路。最终实施达到把众多的“山沟”慢慢变成一片“丘陵”;再把“丘陵”渐渐变成“平原”,从而使整条加工生产线的开动率的分析数据高度趋向于同一水平面。
根据OP100工序的月度分析,辅助时间长成为了整条工序的瓶颈。从OP100工序的月度分析情况来看(如图3 a所示),停机时间长的前四个主要原因为:故障时间、设备预热时间、CMM(三座标)测量等待时间及调刀时间占了一个班次时间的37.51%。
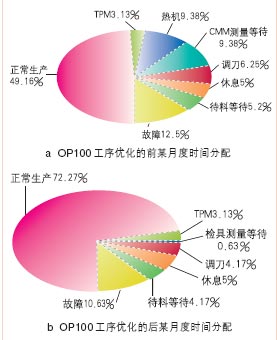
图3 对OP100工序优化前后的月度时间分配比较
□ 故障时间占12.5%。很大程度上属于设备必定会出现的概率及维修人员解决排除故障的能力问题。
□ 设备预热时间占9.38%。该工序07左工位是加工曲轴止推面的工位。止推面在缸体中的位置尺寸相当重要,公差又小。机床供应商当初在解决主轴因受热伸缩而产生止推面的位置尺寸超差时,采用电热棒加热主轴润滑油的方法来控制止推面的位置尺寸变化。当主轴润滑油加热到一定范围时,主轴的热伸长也就趋于最小变化范围,这种方法在一定程度上保证了产品的质量,但每天加工前主轴润滑油的预热时间需要45min。
□ CMM测量等待时间占9.38%。该工序6工位、7工位的加工刀具两个班次需调刀一次,每次调刀后均需用三座标测量,两工位每次测量时间需要45min左右。
□ OP100工序为精加工工序,精加工工序的调刀技能要求高。由于存在操作工相互之间的换刀时间及换刀一次合格率差异大等因素,使得调刀时间平均占6.25%。
为了提高OP100工序的开动率,TEAM相关人员通过缩短OP100的辅助时间来攻关解决。相关人员首先采用逆向思维让07左工位主轴一直处于室温状态下工作,减少主轴伸长系数的变化范围,从而保证止推面位置尺寸的加工精度,即:由电热棒预热主轴润滑油来控制主轴伸长量改为冷凝水冷却主轴润滑油。冷却的润滑油使主轴的伸缩量在最小范围内来保证止推面加工的位置尺寸,其改造后的实际效果:
□ 原先每天上班设备需预热45min后才可正常生产,变成一上班即可开机加工合格零件;
□ 原先正常加工过程中,主轴的伸缩量变化在0.06mm左右,而改造后主轴的伸缩变化在0.037mm,缩小38.33%。止推面位置尺寸的Cpk值由1左右提高到大于1.67。
同时,通过增加手动检具解决了CMM测量等待时间长的问题。最后的实际生产中,通过提高操作工的调刀技能、提升调刀质量、控制刀具尺寸、减少重复调刀的次数等,大幅度降低了OP100工序的辅助时间。
OP100工序通过减少辅助时间的浪费、对主轴伸缩的控制、增加随线手动检具、提高操作工的换刀技能及维修人员故障排除的技能提高,一个班次可增加110min的加工零件时间(如图3 b所示)。按节拍计算,该工序机床实际利用率提高了23.11%,使瓶颈口变成了畅通道(如图4所示)。
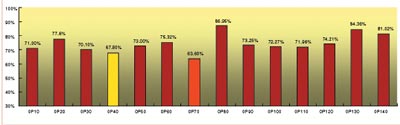
图4 V6缸体线OP100工序优化后与整条生产线的某月开动率比较
OP100工序开动率的提高,让OP70工序成为了整条加工线的瓶颈工位。这时,再利用解决OP100工序的方法,通过记录分析该工序的主要停机原因,解决瓶颈工序OP70。待OP70的开动率提高后,再来提高OP40工序,以最终达到整条自动线的开动率上升。
完善与总结
机加工生产线的设备开动率,由于加工生产线的形式不同、加工产品的不同,所以开动率的高低存在一定的差异。我们可以通过不断消灭影响加工线开动率的不利因素,渐渐完善降低设备种种故障的办法,消除辅助时间的浪费,建立易耗件的备件准备制度,培养支持人员的快速响应能力,推广合理化建议的全员参与和不断实施等,对影响设备开动率的方方面面建立可靠的技术依据,为缩短维修时间具备可靠的技术支持。通过CIP阶段性的改善工作,总结工作中的得失,推广本生产线的优秀工作方法供其它生产线借鉴,吸收其它生产线上提高开动率的先进方式方法以及自己所没有的经验,达到完善与总结的良性运作。
机加工自动线设备开动率的提高,不是想要提高多少就能达到多少,它必须根据生产中的实际情况,充分利用TEAM的作用,通过分析、设想、解决过程的方法,推崇不断改进的形式,合理化建议的不断实施,改善刀具、设备、毛坯质量、完善操作规范等,在已认为不可能的条件下来提高设备的开动率。在实施解决提高机加工线开动率的过程中,通过关注人、机、料、法、环来解决影响开动率的不利因素。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖