高速、高效的切削刀具——汽车零部件切削加工的最新信息

CBN刀具和PCD刀具
自1977年将切削淬火钢的CBN刀具成功实现商品化以来,迄今为止,住友电工已开发出能广泛适用于铸铁和烧结合金的CBN刀具,并使之形成系列产品。CBN有仅次于PCD的高硬度和热传导性,并且不容易和铁系金属发生化学反应。因此,CBN刀具的出现使得对淬火钢的切削成为了可能,并实现了对铸铁的高速切削。
对于汽车变速器及驱动装置内淬火钢材质的零件加工,其方式正在从以前的磨削逐渐向应用CBN刀具的高效切削演变。此外,汽车缸体和制动器等零部件的铸铁加工也由传统的硬质合金及陶瓷刀具向应用CBN刀具的高速切削发展。
住友电工拥有的系列化CBN刀具分为两大类,可对应各种材质的加工:
● CBN粒子通过粘合剂结合成的烧结体;
● CBN粒子之间结合成的烧结体。

前者有着优异的耐磨损性,主要应用于淬火钢切削。后者含有大量CBN粒子,耐热性和韧性出色,易形成锋利的刀尖,因而主要应用于铸铁、耐热合金以及烧结合金材料的加工当中。目前,住友电工拥有适用于铸铁切削的CBN刀具系列有BN100、BN600、BNS800、BN700(如表1所示)。其中,新产品BN700在2004年刚刚完成其产品系列化。BN700在铸铁的精加工及铣刀精加工上显示出了优秀的耐磨损性和耐热龟裂性,刀具寿命得到了极大的提高。

近年,在加工淬火钢的CBN刀具系列中,住友电工先后开发出了在CBN烧结体上涂覆特殊陶瓷涂层的BNC80、BNC150、BNC200,并已形成系列化产品。与以往的刀具相比,该系列刀具有着更为出色的耐磨损性和高精度,其中BNC200更是广泛应用于汽车零部件的生产加工中。
由于金刚石与铁会发生化学反应,利用其硬度高和刀尖锋利的特性,PCD刀具多用于汽缸体、汽缸盖、燃料喷射泵等铝合金材质的零件加工中。目前,住友电工已有4种PCD刀具产品系列化(如表2所示)。DA2200因其具有最高的强度及优秀的耐磨损性,不仅用于车削加工,也适用于铣削和钻孔加工,而这是其他公司的产品无法实现的。

汽车零部件的加工实例
1、发动机
尽管以前使用硬质合金和陶瓷等材质的刀具也完全能够满足发动机零部件的生产加工,但随着近年来汽车零部件对高速、高效化加工需求的逐渐增多,汽车制造厂商纷纷转向选用CBN刀具和PCD刀具。特别是在新建的生产线上,CBN刀具和PCD刀具得到了广泛的应用。
实践表明,湿式加工能够有效地抑制灰口铸铁切削的磨损。最新的CBN刀具改良了其耐热性能,能够实现2000m/min的高速切削。焊刃式BN700适用于精加工,整体型BNS800适用于粗加工。针对加工球墨铸铁时刀具磨损非常严重这一现象,住友电工推荐使用耐磨损性能优异的BNX10和BN500,推荐使用300m/min的切削速度。因为,以大于此速度切削会导致刀具磨损过快,实用性降低。
● 汽缸体
缸体的材质大致分为铸铁和铝两种,切削实例如表3所示,其中铣削和镗缸孔的加工多采用CBN刀具和PCD刀具。
一般情况下,人们都是以大于700m/min的高速铣削加工铸铁汽缸体。近年来出现了1000m/min以上的高速加工,此类高速加工宜采用CBN含有率高、导热性能好的刀具材质。住友电工整体烧结体的BNS800因其切削刃长,适用于粗、中、精各种加工场合。此外,可使用的刀角数多能够给用户带来成本的降低,如配用修光刃刀片就可进行精加工。BN700由于具备最强的耐热龟裂性及优异的耐磨损性,可以以2000m/min的速度加工零部件,具有加工面光洁度优异、刀具使用寿命长的特点。

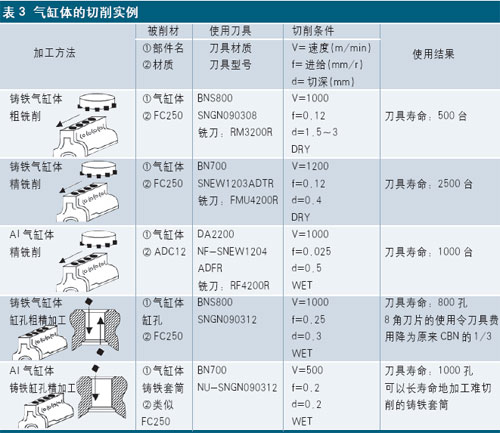
对于铝合金汽缸体的铣削加工,住友电工推荐使用PCD刀具系列中稳定性高的DA2200。但是,该铣削加工有时需要同时切削铝合金和铸铁套筒,由于PCD刀具切削铸铁时的磨损非常严重,建议先采用硬质合金刀具对铸铁部分进行锪削加工。
因铸铁的易加工性, 对于铸铁发动机汽缸体的缸孔加工可采用500m/min以上的高速切削。而铝合金发动机上的铸铁套筒一般采用离心铸造,因此刀具的使用寿命比起铸铁发动机竟会降低1/5。在这种情况下,建议将切削速度控制在500m/min以下,采用耐磨耗性优异的BN700。
● 汽缸盖
对于铝合金材质的汽缸盖通常采用PCD刀具进行铣削加工,PCD钻头用于钻孔加工。 汽缸盖加工中加工成本最高的是VSR(气门座圈),由于VSR是含有许多硬质粒子的烧结体,即使使用CBN刀具也只能实现300~1000个的加工量。VSR用胚料材质的种类较多,Hv300以下的低硬度胚料推荐使用耐崩损性优异的BN700,Hv300以上则推荐使用比BN700更耐磨损的BN300。
2、制动盘鼓及其他
使用陶瓷刀具来实现对制动盘和制动鼓的加工时,由于陶瓷刀具耐热冲击性较弱,因此仅适用于干式300m/min的低速工况条件。为了加快切削速度,提高加工效率,可以使用CBN刀具。
制动零件为了改善其铸铁的耐磨损性,常常会添加合金元素。因此,与一般的灰口铸铁相比切削性能差,刀具容易磨损。住友电工的BNS800与陶瓷刀具均是整体烧结体,因此可以进行从切深大的粗加工到精加工,且使用寿命长;BN700也可用于精加工,可以最大程度地改善由于刀具崩损所导致的寿命减短问题。在一般灰口铸铁的精加工切削中,耐磨损性和耐崩损性俱佳的BN700相比以往的CBN刀具寿命可延长1.3~1.5倍。因此,BN700适用一般的灰口铸铁零件的精加工。使用CBN刀具时,为了减缓刀具磨损住友电工推荐使用湿式切削。
3、变速器、驱动装置零件
变速器和驱动装置零件大多使用淬火钢。从20世纪90年代后期,以欧洲为中心的世界各国纷纷提出环境保护的问题,在提高加工效率的基础上减少磨削屑的产生,以及后来干式切削的出现和发展,使得CBN刀具的使用需求得以飞速发展。淬火钢也由原来的磨削加工演化到使用CBN刀具进行“以削代磨”。

住友电工将淬火钢加工用的CBN刀具产品化已历经20多年了,其市场占有率位于世界首位,并还在不断努力提高其产品的系列化程度。近年来,CBN刀具开始逐渐被用于加工去除浸炭淬火时产生的浸炭层,改变了以往浸炭层去除加工刀具寿命短的局面,尤其是兼备强度和耐磨损性的带涂层的CBN系列BNC200更是令其实用化。
在切削化进程中,CBN刀具最深入的领域是齿轮和轴类从连续到中断续的精加工,使用高精度的专用CBN刀具BNC80能够实现表面粗糙度Rmax1.6μm的加工。
小结
作为切削工具, CBN刀具和PCD刀具才刚刚进入角色,其“用途开拓”和“应用技术”还远远有待探索。住友电工为了适应加工需求,努力开发新型刀具和加工高精度、高速、高效的方法,使其产品的市场占有率得以持续增长。根据德国硬质合金工具协会的报告, CBN刀具和PCD刀具占所有刀具材质的比重从1998年的3%和2%,发展到现在均已超过了5%的高比例。如果限定在精加工领域的话,其比重可能已超过10%。
紧随欧洲,中国正急速迈入淬火钢切削化和铸铁切削的高速、高效化时代。住友电工的CBN刀具和PCD刀具一定也会为中国汽车工业的发展注入一份动力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖