减少轴类零件校直裂纹
轴类零件经过热处理后易产生弯曲变形,为保证产品质量,必须要对其进行校直处理,以保证轴各个部位的径向跳动。自动校直机及与之配套的裂纹报警系统的应用,为此类问题的解决提供了很好的途径。
轴类零件在热处理过程中容易产生弯曲变形,为保证热后加工和产品质量,这类零件在热后通常需要校直。在校直过程中,受弯工件会受到不同程度的拉应力,而当拉应力超过该截面的抗拉强度时,零件会产生裂纹甚至断裂。传统的手动校直方法对零件产生的微裂纹无法进行判断,一般需要通过磁粉探伤或渗透着色探伤等方法来判断工件是否有裂纹,但是这些方法均受到很多条件的限制,经常出现误判现象。
先进的校直技术及裂纹探测技术
随着社会的发展和经济的全球化,自动校直机及与之配套的裂纹报警系统也进入了中国很多企业,如意大利高达比尼GALDABINI的自动校直机及校直机上配备的德国QASS公司的裂纹探测仪。这些设备的结合使用,在解决轴类零件的裂纹问题上有了很大的发展,先进的校直设备和校直工艺能减少裂纹的产生,而裂纹探测系统则对校直质量有了非常好的控制。
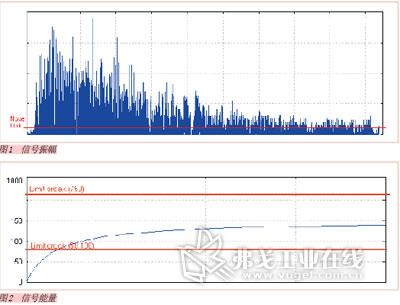
对于结构复杂的轴类零件,在油孔和退刀槽(特别是深槽)处经渗碳淬火后应力集中,如果这种部位在校直时再受到较大的拉应力,那么产生裂纹就在所难免。但自动校直机能识别油孔是否处于受校直拉应力较大的部位,然后通过左右旋转一定角度进行矢量校直,这样就能大大减少油孔因受到较大的拉应力而产生裂纹的可能。而QASS公司的裂纹报警仪又能对任何一次校直过程都进行实时探测,如果工件产生哪怕是非常细微的裂纹,探测仪都能发现,并给予报警,提示操作者将该件隔离报废处理(如果是全自动校直机,则设备可以自动将工件放入带锁的废料箱)。该裂纹探测装置的原理是:裂纹产生瞬间有一个能量的释放,而能量在金属材质中的传播速度非常快,能量通过工件传递到安装在合适位置的裂纹检测传感探头上,再通过该探测装置的过滤分析系统及信号处理系统进行分析和判断。探测到的信号振幅如图1所示,振幅低的将被认为是机械或电器方面的干扰信号而被抑制,那些高于校准信号标准的将接受一次能量评估。该能量以一个能量值显示(该能量值为进行信号放大处理过后的概念值),如图2所示。如果该能量超过裂纹报警临界值,则系统自动给出裂纹声光报警。但值得提醒的是,该报警仪只能探测出动态校直过程中产生的裂纹,不能用该仪器对校直后的工件是否存在裂纹进行探测。
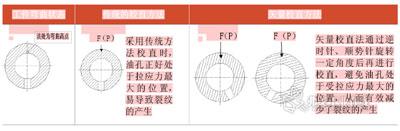
图3 矢量校直方法与传统校直方法
改善校直质量,降低裂纹报警率的有效措施
1.合理进行结构设计
轴类零件如果存在过多的油孔和变径,就会存在较多的应力集中点。当校直压点下面或附近存在油孔或有较大的变径时,很容易在油孔或变径的部位产生裂纹甚至断裂。为此,建议设计者进行结构设计时,应充分考虑工艺的可行性,尽量避免出现过大、过多的油孔或变径。如果结构上确需变径或油孔时,也应采用小油孔,小变径,并在变径处采用较大圆角过渡,油孔处也应设计较大的倒角,以尽量减少应力集中。
2.合理选择原材料并对毛坯进行良好的预先热处理
目前国内轿车变速器齿轮轴选用20CrMnTiH材料的居多,齿轮轴大都采用楔横轧技术,楔横轧对原材料的带状组织没有明显的改善,这就需要我们在原材料的选择和等温正火工艺上严加控制。原材料成分偏析和组织偏析都对后续热处理变形产生很大的影响,因此轴类零件应选择带状组织较好、化学成分及金相组织均匀的原材料。轧制后对轴类零件尽量采用等温正火,等温正火时应采用合理的装炉方式,避免加热不均或冷却不均。从高温到等温温度之间的冷却速度做到可控可调,避免冷却过程中产生不利于变形的贝氏体组织。另外,等温温度和等温时间应该合理,确保组织转变均匀。
3.严格控制原材料的淬透性带宽
对热处理变形来说,原材料的淬透性带宽越窄,变形一致性越好。心部硬度越高,产生畸变越大,而零件的心部硬度主要跟材料的淬透性有关。校直裂纹的产生跟变形的一致性和轴径心部硬度有很大的关系。轴径的心部硬度在校直过程起着很关键的作用,但常规检验中一般是检测齿根的心部硬度。一般来说,齿根心部硬度越高,越难校直,但是并不能全部一一对应起来,真正能跟校直对应起来的应该是轴径的心部硬度和心部金相组织。经过多年在轿车行业工作中的试验与实践,发现裂纹报警率与轴径心部硬度、心部组织有一定的对应关系(见表)。因此轴类零件在保证心部硬度的前提下,淬透性相对低一点对校直很有益处,一般建议J9为30~35之间比较好。

4.设计合理的热处理工装夹具和热处理工艺
轴类零件比较细长,容易产生弯曲变形,其弯曲变形跟热处理装夹方式有很大的关系。一般而言,轴类零件水平放置变形最大,竖直放置变形最小。因此设计热处理夹具时,应尽量保证轴类零件装夹后能处于竖直状态,即轴线处于铅垂状态,这样就能减少轴类零件在加热和淬火时产生的弯曲变形。热处理工艺参数对零件的变形也有着很大的影响,加热温度越高、时间越长、碳势越高、零件产生的变形就会越大;淬火烈度越大,工件产生畸变的可能性就越大。因此在设计热处理工艺时,应结合产品要求和生产成本合理选择工艺参数,对于容易产生变形的工件,最好选择缓和一些的淬火介质,严格控制加热温度,加热时间,淬火搅动速度及淬火介质的温度。而如何设定这些工艺参数,则需要我们根据零件的材质及相关要求,进行工艺试验,摸索出最佳的工艺参数。
5.设计最佳的校直工艺
随着校直设备的发展,校直工艺已不像以前那样单一,先进的校直设备和校直工艺相结合,对减少零件裂纹的产生起着举足轻重的作用。特别是对于油孔较多的轴类零件,当油孔处于被压点对面时(即校直时处于拉应力最大的位置),可以通过程序设定,在该处进行矢量校直,即程序可以设定在该位置顺时针、逆时针旋转一定角度后进行校直(见图3)。
结语
保证产品的品质,我们必须选择先进的设备、选择优良的原材料以及先进的工艺技术,这样我们的产品才能立足于中国,立足于世界。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论