车身焊装SE在过程开发中的应用
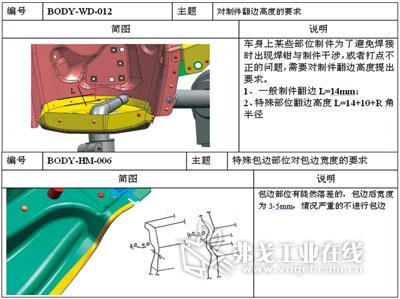
图1 焊装SE数模审核标准举例
本文讲述了同步工程的定义、特点以及在开展同步工程工作时所使用的软件,重点对焊装同步工程分析的内容和作用进行了说明,并且就某车型通过焊装SE工作所达成的效果进行了阐述。
随着国内外汽车市场竞争日益加剧,消费者对汽车产品质量和外观要求越来越高,同时汽车的换代周期越来越快,这就需要各汽车企业更好、更快地研发出全新的产品投放市场,提升企业的竞争力,满足不断提高的用户需求,为了达到这一目标,在汽车产品研发中充分运用同步工程的方法显得尤为重要。
同步工程
同步工程(SE,Simultaneous Engineering)是指在汽车设计阶段进行工程化可行性分析,在设计阶段把后期制造过程中可能出现的问题暴露出来,通过产品设变、工艺优化等技术手段解决制造隐患,避免后期制造的风险。SE又称为基于可制造性的设计(DFM),它是汽车产品开发人员必备的12项技能之一。SE与传统的开发模式相比,具有同步性、约束性、协调性和一致性等特点,从而有效地缩短了产品开发周期,提高了产品的质量,降低了整车开发成本,减少了后期产品工程变更的次数。
目前,国内汽车企业都在不同深度地应用SE,长城汽车股份有限公司虽起步较晚,但是运用与推广上发展较快,通过运用SE使新开发的一款轿车开发周期缩短了2个月,产品质量也较以前有了大幅度提升。
使用的工具及软件
在进行SE过程开发中,日韩和欧美的工作方法存在差异:日韩更注重经验的作用;而欧美主要是使用专业操作软件来开展工作,其冲压方面应用的软件主要是Pamstamp、AutoForm和Dynaform,焊装所用软件为Tecnomtix、Delmia和3DCS Analyst,涂装所用软件为CADFEM,总装使用的软件主要是Variation Analysis和CETOL6。其中Tecnomtix主要分析工序的安排、焊点排布进行,Delmia主要是对生产现场进行数字化模拟,3DCS Analyst主要分析产品尺寸公差,其余主要是使用一般的三维软件通过观察数模来进行SE数模分析。把前期车型开发和生产过程中的问题整理到失效库中,并把需要在数模设计阶段就注意的问题提炼出来,作为焊装SE分析的内容。
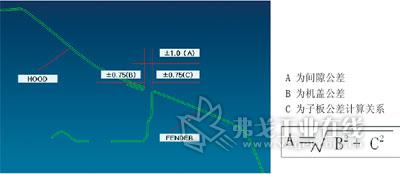
图2 公式计算公差
焊装SE分析的内容及应用
焊装SE活动的内容包括数模审核、工程设计、平面布置图、MCP/MCS和特殊公差分析等,其中数模审核中包含的内容有焊接性、操作性、成本、品质和可装配性等,工程计划主要是工程计划书的制作,MCP/MCS主要是确定制件的主要控制点和控制面,特殊公差为了保证焊接及装配制件的精度,为配合制件的尺寸公差进行分析。下面分别对各项内容进行具体的说明:
1.数模审核
数模审核又叫设计检讨,目的是使产品更加满足制造工艺性要求,更加容易保证车身品质。数模审核主要依据相应的标准和前期车型失效库问题的输入来进行。在数模审核过程中还要不断地完善相应标准。现在很多汽车公司车型开发都是逆向的,对于产品逆向开发的焊装SE数模审核标准应该与正向开发标准有所差异,标准中的内容也应更多地来源于生产现场,要做到取其精华、弃其糟粕。数模审核标准举例如图1所示。数模审核完成后要输出书面的ECR,经各相关专业部门会签后反馈给产品设计部门,对设计数模进行确认与更正,并且保证数模更新与产品设计同步。
2.工程设计
工程设计是在新产品车身过程开发过程中,根据产品、生产基本要素等条件,合理安排工位数量,设备、工装、人员、作业内容及作业方式等,对所涉及到的工程技术、工装设备进行程序化规定,形成最佳工艺流程和技术规格,使过程开发成本降到最低,同时制造出高品质产品;工程计划主要包含的内容有工位名称、运输方式、占地面积、使用设备、工装名称及数量、人员数量、生产节拍、作业内容及操作时间、装入件明细、焊点数量。工程设计要输出工程计划书,并在车型开发过程中不断完善。
3.车间平面布置图
车间平面布置图是将工程计划中以工位为单元的平面图合并在一起,并综合考虑工位间距、物流、物料存放、操作方便性和安全等因素,体现出所有工装、设备的布置。其包含的内容有:线体、工装、设备基本尺寸及位置;物流通道、员工休息区尺寸及位置;工位器具尺寸、位置及物料存储位置;地面基础设施要求及相关参数;水、电和气等公用设施要求;地面、空中输送轨迹尺寸及位置;安全、照明要求等信息;设备维修点、产品返修区位置。
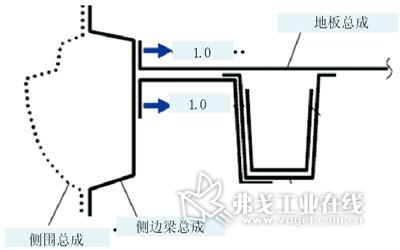
图3 经验制定公差
4.MCP/MCS
MCP/MCS即主要控制点和控制面,是夹具式样书的一部分,更是夹具设计中定位和夹紧的基本方案。
MCP/MCS设计是开发新车型及实施白车身制造工程所必须进行的工作。目的是使白车身整个焊接流程(焊接分总成到车身主焊线)中的定位基准保持一致性。其控制管理及设计要求:与车身制造有关的,包括模具、工具、装具、夹具和检具等,都看作管理的对象,都应采用统一的基准,这对整车的品质提高有很大帮助。制作MCP/MCS要考虑零部件装配稳定性、保证焊钳可达性、考虑定位面面积足够、制件装卸方便、定位面强度足够以及定位孔与定位面在各工位的统一等。
5.特殊公差分析
公差是为了保证零部件品质特性要求而设定的尺寸允许变动范围,而公差规定的太小会导致制造成本的上升,设定的太大又无法满足品质要求。通过建立零部件公差、测量点和重点位置控制方法,保证从零部件到车身总成均为合格状态。公差分析一般分为一般公差和特殊公差,必须在模具加工之前完成。一般公差通过相关标准制定,根据外观公差表或装配工能孔要求,通过计算公式计算公差,如图2所示。特殊公差的制定主要凭自己的经验,判断冲压件反弹及装配件间隙、面差情况进行设计,如图3所示,为防止因地板翻边反弹导致侧围拼装不到位,给地板翻边1.0mm的负公差。
焊装SE应用的效果
长城汽车第一款采用SE的车型,在焊装方面共提出ECR 291项,采纳215项,避免后期问题整改成本约100万元。以前开发车型在标准白车身固化阶段平均需要2个月的时间,通过运用焊装SE此款车标准白车身的固化减少了近一个月,在整个车型开发周期上,比以往车型提前约2个月完成开发,提前了商品车上市的时间,也为公司赢得了市场和利润。另外通过开展焊装SE,使我们的工程技术人员在SE分析的广度和深度上都有了大幅度的提升,同时为后续车型开发积累了宝贵的经验。
结语
我国汽车自主研发水平与国际企业还存在一定差距。中国自主品牌汽车企业要想尽快缩短这种差距,必须从多个方面提升竞争力,SE是一种行之有效的方式。车身焊装SE作为SE中最重要的一个环节,必须予以高度重视,我们还要在深度和广度上不断地提升焊装SE技术实力,以此来缩短整车开发周期,降低开发成本,保证产品质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖