消除发动机舱盖总成扣合平度塌陷失效
本实例针对产品造型和设计缺陷造成的产品局部尺寸塌陷失效,采用了各种不同的产品和工艺优化措施,引用了计算机辅助分析功能等手段,最终将产品塌陷的缺陷消除,满足了整车外观匹配的要求,达到了良好的外观配合效果。
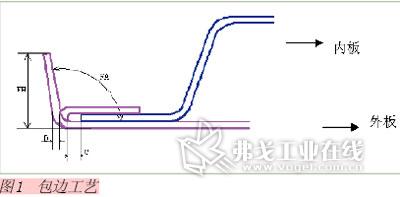
在汽车的车身制造过程中,前发动机舱盖、后行李箱盖和四门的总成多采用扣合工艺实现。扣合工艺又称为压合、包边工艺,主要是通过压力机和模具将外板的凸缘边折弯、压实,最终实现将外板和内部扣合在一起的一种工艺。包边示意如图1所示。
失效模式描述
发动机舱盖总成在整车上与前大灯、左右前翼子板及前保险杠等部件存在匹配关系,其尺寸是否合格,直接影响到整车外观匹配的效果。我司某车型发动机盖总成在扣合前,内板和外板均合格符合检具,在扣合后局部尺寸在总成检具上明显低进失效,装车时该部位尺寸与大灯匹配高低不平,严重影响整车的外观质量,如图2、图3所示。
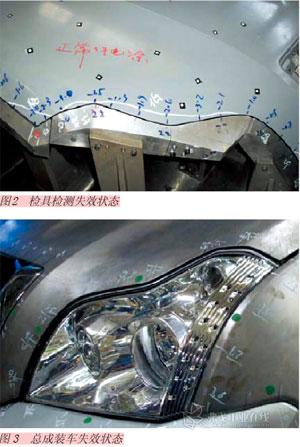
通过验证对比,发现发动机舱盖总成在检具上的状态和在整车上的状态基本一致:与大灯中部匹配的发动机舱盖在检具上低进,反映到整车上与大灯的胶条干涉,导致与大灯上部匹配位置的发动机舱盖高出灯具。与大灯前部位置匹配的发动机盖总成低进检具,反映到整车上低进灯具,与胶条干涉,左右对称。
失效模式原因分析
通过对扣合前发动机舱盖外板和内板总成的检查以及扣合过程和扣合后总成的跟踪检验,发现造成本失效模式的主要原因有以下两个方面:
1.产品造型结构
通过数据的轴视图和侧视图(见图4)可以看到,与大灯匹配的该位置,A、C处属于内翻,B处属于外翻,侧视图标明整个此处的结构,从另外一个角度看也属于内翻结构。
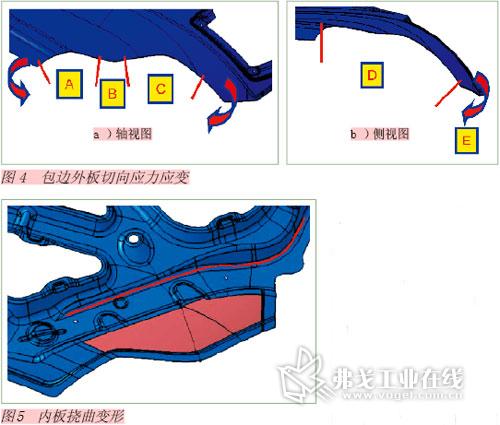
包边时,外板的凸缘边因处在内翻边状态,A、C处凸缘边内的切向拉应力导致B处点发生挠曲变形,低于数据的状态,表现出不符合检具的现象。
同理,因受到了C处和D处拉应力的影响,发盖总成的前部也发生了挠曲变形,B处在整个圆弧轮廓的突出位置,极易在拉应力的作用下发现塌陷失效,如图4中E处所示。
2.内板结构
如图5所示,发盖内板后部的此部位存在大面积的平面,结构特征不明显,结构刚度较差,且与外板形成的截面小,刚度不足;另外一个R角(图5中红线所示)上也没有加强筋结构,刚度不好。用手轻轻扳动冲压件,可以明显地发现图示的红色区域和红色线条表示的R角部位发生了明显的挠曲变形,刚度很差。
综上所述,产生该失效模式的主要原因是在外板的凸缘边翻边扣合的过程中,凸缘边线长较长,对内板施加了切向拉应力,而内板的局部强度不足,产生平度塌陷的失效。
工艺优化方案
针对上述失效模式,我司共采用了以下四种工艺优化方案,通过不断地优化改进,最终实现了塌陷失效模式的消除:
1.优化发动机舱盖外板的翻边高度
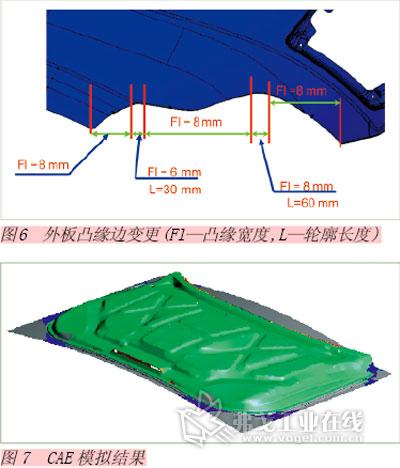
在满足产品需求的情况下,通过减小翻边凸缘的高度,可以有效地减小翻边过程中,凸缘边最外端的线长的伸长,可以有效地减小外板翻边扣合过程中对内板的切向拉应力。更改后尺寸如图6所示。
2.增加内板的板材刚度等级
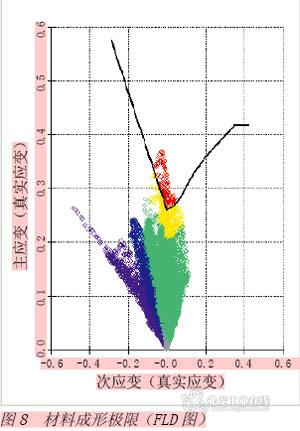
在满足制件成形的条件下,将内板的材料由DC06变更为DC04,材料的屈服强度和抗拉强度分别由190/330MPa提升到210/350MPa,更改前进行了CAE成形模拟分析计算,分析材料更改的工艺可行,如图7、图8所示:图8中红色为开裂风险区域, 黄色为变薄风险区域,绿色为成形安全区域,蓝色为起皱风险区域,紫色为叠料风险区域。
通过图7和图8可以看出,将发动机舱盖内板的材料等级提高,局部点存在开裂的风险。但该风险点均处在工艺补充面上,可以通过适当的改变改处的R角大小,优化进料状态,解决开裂和缩颈的风险,更换材料工艺可行。
3.在发动机舱内板上增加结构,提高内板的刚度
由于内板塌陷失效部位特征不明显,结构刚度弱,且与外板形成的截面小,刚度不足,因此通过在该部位增加筋的结构,能够有效地改善该区域的塌陷失效。
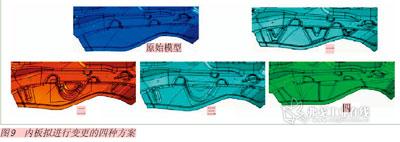
(1)加特征筋结构共拟定了四种方案,方案实施前,通过CAE的方式对四种方案的刚度加强效果进行了模拟,如图9所示。
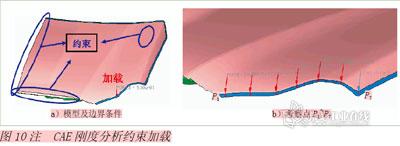
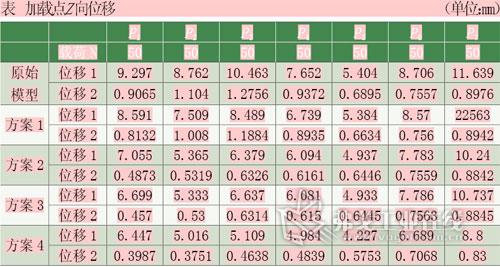
(2)约束加载方案:截取部分发动机舱盖模型,约束和加载如图10所示,在变形较大区域截取7个考察点分别加载Z向50N载荷,比较初始模型与拟实施的四套改进方案的加载点刚度,分别比较未压合前内板,以及内外板压合后状态下的参考点刚度。
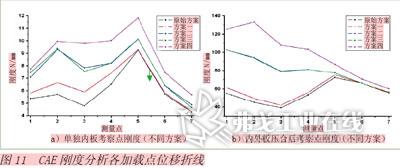
(3)增加特征筋后的效果:重点关注P3、P4点的Z向变形程度,如图11所示。
比较结果显示,四种方案中,方案四对于变形区域的刚度提升效果最明显,因此最终采用了方案四进行内板结构改进。
4.在上述方案的基础上采用内板局部尺寸工艺补偿的方案
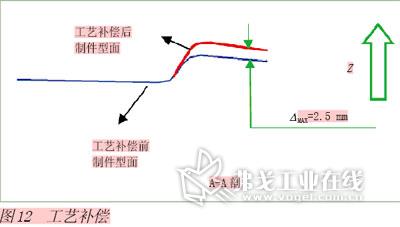
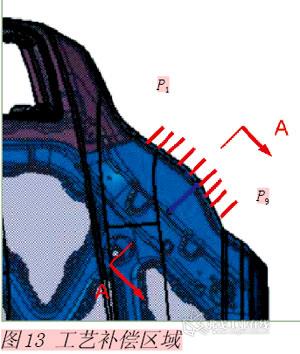
如图12、13所示,在发动机舱盖内板的图示点P1~P9的位置,分别沿Z向将压合边抬高,最大值在P5点抬高△MAX=2.5mm,光滑过渡。增加工艺补偿后,发动机舱盖此处的尺寸在检具上高出检具,以弥补扣合后此处的形面在外板凸缘边的应力作用下向下发生位移,刚好能够满足发动机舱盖总成检具的形面要求。
整改效果验证
经过将上述四种方案的分步实施,发动机舱盖总成在与大灯匹配处的尺寸精度得到了明显的改善,经过三个生产批次的跟踪检验,验证得到的结果非常理想。

整改后的总成制件在检具上的状态如图14所示。
将整改后的总成制件在整车上验证和前大灯的匹配效果,验证效果良好,与灯具匹配的间隙和平度均匀,外观美观,满足产品设计要求,质量稳定,整改后没有产生其他的外观缺陷,整改效果得到了公司项目组和生产、质量等相关部门的一致好评,满足了整车上市的质量要求。
结语
通过上述各种整改措施的实施,最终实现了发动机舱盖总成局部塌陷失效模式的消除。这是一种典型的产品设计缺陷,因此,在新车型开发过程中,无论从产品造型还是产品开发,一定要杜绝此类缺陷的发生,并更多考虑工艺实现的可行性以及潜在的失效模式,考虑产品的内应力和产品刚度,就能够有效降低后期工艺整改的难度,就能够制造出更多精品车型。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论