缸盖座圈直线度检测方法及其应用
在发动机制造过程中,需要进行气门试漏。气 门试漏的主要失效模式有:缸盖座圈加工问题、气 门及清洁度问题和试漏设备问题。本文就缸盖座圈 加工问题中排气座圈加工表面质量问题进行深入分 析,从而引入座圈直线度检测方法及其应用。
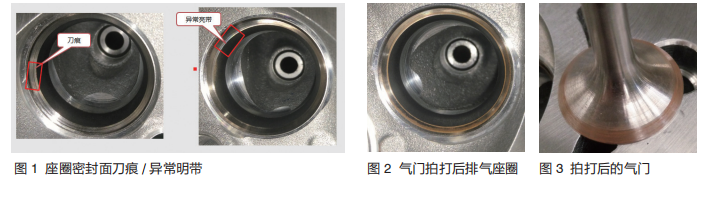
自 2018 年 3 月之后的几个月,某机型缸盖加 工过程中抽检发现 OP100-3 机床加工排气座圈密 封面刀痕累计 29 件。3 月 29 日装配线反馈 9 件 OP100-1 排气座圈试漏不合格,检查排气座圈密 封面底部存在异常亮带。在 2018 年 4 ~ 8 月期间 偶发多次出现排气座圈密封面刀痕、异常亮带问题, 该工序三台机床均有发生,具体情况如图 1 所示。
从图可知排气座圈 90°密封面出现的刀痕、 异常亮带归类为“座圈 90°密封面外观质量异常”。 其中座圈 90°密封面刀痕产生原因为刀片崩刀, 可通过圆珠笔检测出来。但座圈 90°密封面异常 亮带用圆珠笔无法检测出,而流至装配线导致试漏 不合格。
对上述出现的缸盖外观质量问题进行相关检查 与故障排除过程。
1. 门拍打 / 气门划线法试验:
根据气门座圈和气门密封原理进行气门拍打试验 (图 2),理论上气门拍打后气门盘锥面上密封带是靠 近外圆一侧的一圈,即凡尔线。对排气座圈 90°密封面异常亮带的缸盖进行了气门拍打试验,发现凡尔 线位置发生变化,呈现两圈不完整的凡尔线(图 3)。 由于凡尔线的不完整致使密封失效,从而导致试漏不 合格。同样再次使用气门划线法检测凡尔线,同气门 拍打试验结果相同,出现了“双凡尔线”(图 4)。此 方法检测对操作手法要求高,比较费时。

2. 测座圈 90°密封面表面粗糙度
因排气座圈 90°密封面的理论宽度相对较小, 为 1.307 mm,因此,无法评价其粗糙度值。为 直观了解座圈表面状态,使用粗糙度量仪对座圈 90°密封面出现的刀痕、异常亮带检测,结果如 图5所示。与正常缸盖座圈密封面状态进行对比后, 可知刀痕、异常亮带在密封面上呈现出不同程度的 高点。

分析图 5 可以得出结论:
(1)刀痕多是座圈 90°密封面在某处有凸点, 用放大镜可以看到,用笔划同时有触感,此现象说 明刀具在某处存在崩口,实际过程监控能发现该类 异常现象。
(2)异常亮带因其区域为斜线渐变凸起,因此 用笔划是没有明显触感,此现象说明刀具在加工座 圈密封面底部区域存在渐变磨损,无有效检测手段 发现该类异常。虽然用轮廓度仪可以检测座圈异常 状态,但检测受限工件姿态以及测头行程等影响,每次测量较费时,且存在测量不 准的情况。
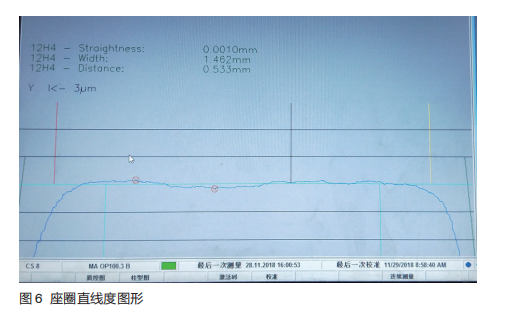
(3)检测座圈 90°密封面 直线度。结合表面粗糙度图形分 析,座圈 90°密封面存在不同 程度的高点。为量化该尺寸,查 询相关技术论文,确认座圈直线 度检具可检测评价。经咨询确认 二期缸盖线新增的尼泊丁检具具 备检测座圈直线度的功能,为此 进一步采用座圈直线度检具对座 圈密封面刀痕、异常亮带进行检 测,同时对比正常缸盖的座圈直 线度结果。
从检测数据对比分析,当座 圈表面存在刀痕、异常亮带时座 圈直线度均大于 0.004 mm。因 此该检具可有效量化过程检查发 现的座圈表面异常问题,如刀痕 与异常亮带。 在此对使用的检具做进一步 说明。该检具座圈部分配备有高 精度直线导轨,导轨上配有直线 电动机,驱动导轨沿座圈方向移 动。检具配置触点为 2 μm 的接 触式气动喷嘴,固定在直线导轨 上,气动喷嘴的精度为 0.2μm。
其测量原理如下:将此检具放入待测量的座圈导管孔内后, 检具本体以导管孔和座圈孔粗定 位。按下起动按钮后,电动机开 始驱动直线导轨沿座圈母线方向 滑动。滑动过程中,接触式气动 测量以 200 点 /s 的扫描频率扫 描座圈,测量方式类似轮廓度仪, 直线导轨的总行程为 10 mm, 并基本可以覆盖同一缸盖座圈的 进排气座圈直径(进排气座圈角 度必须一致)。当测量爬过下边 缘时,程序开始计算座圈的直线 度和宽度,当爬过上边缘后,程 序终止计算,同时给出座圈的直 线度和宽度计算结果并以图形方 式直观显示(图 6)。
该检具可以在宽度标准件 中模拟测量,用于日常确认检具 测量结果的准确性。检具查看座 圈的加工工序是否存在异常。如 遇刀具磨损或有崩口,则都会导 致座圈表面粗糙度值过大或有台 阶、断带等加工缺陷。 此检具经过 1 年多的现场应 用,尤其在刀具改进验证过程中, 利用该检具检测座圈直线度直接 反映座圈刀片磨损状态,快速确 认刀片验证结果。经过对刀具改 进,笔者及团队解决了座圈刀片 偶发崩刀的问题,并将座圈直线 度纳入日常检测项目。
工程团队进而制定管控标 准:座 圈 直 线 度 ≤ 0.004 mm, 通过对座圈刀具改进,刀具寿命 由原来的 150 件提升至 300 件, 降低了生产成本。
总结
通过本案例,我们对测量 座圈直线度有了深层次的了解, 并掌握了此检具的测量原理。 经实践证实了现场用此精准检 具,完善了座圈表面质量检测 手段,能够实时监控产品的制 造状态,使缸盖的制造质量得 到有效保证。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论