浅析发动机的孔加工
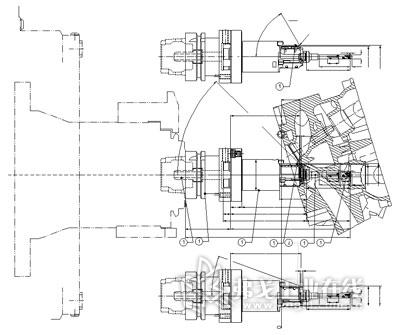
缸盖气门导管气门座圈、气门导管处的加工刀具
在发动机制造工艺中,如何降低孔的加工成本一直为大家所关注。随着切削技术的发展,利用刀具有效提高发动机的孔加工质量和效率是一条有效途径。
孔的加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔和滚压孔等。
孔的形位公差要求一般有孔径、孔深、位置坐标、表面粗糙度、同轴度/垂直度和圆柱度等。精度要求较低的孔可采用简单加工方式,如钻孔、扩孔即可达到要求,像螺纹底孔、螺栓孔的加工。如果孔的形位公差中有较高的要求,不能采用简单的加工方式保证,这样的孔的加工往往存在一定的难度。
孔的加工是刀具在工件内部进行的,对排屑、散热和刀具大小都有着比较高的要求。形位公差要求较高的孔,对加工设备要求具有较高的刚性和精密的定位精度及重复定位精度。例如加工中心需采用HSK100或BT50的主轴,定位精度X/Y/Z≤±0.006mm/全程(ISO标准),B≤±3s;重复定位精度 X/Y/Z≤±0.004mm(ISO标准),B≤±2s。对夹具,一般定位尺寸误差在0.01mm以内。孔的珩磨及精铰要求刀杆浮动联接,以保证受力均匀和质量稳定。
发动机主要零部件上有特点的孔主要有以下几类:形位公差要求较高的孔,如定位销孔、缸孔、曲轴孔、凸轮轴孔、气门导管和气门座孔;加工前有预铸孔的孔,加工时对刀具定心要求较高,如缸盖与缸体装配孔,预铸孔为孔口为D6的预铸造孔;薄壁孔,加工易受热受力变形,如缸盖挺柱孔;孔深L与孔径D比值较大(L/D>5)的孔,也叫做“细长孔”,不容易排屑散热,例如发动机的油路孔。
利用刀具有效提高孔加工质量和效率
首先,不同的被加工材料应采用不同的刀具材料。铸铝件的加工中,采用金刚石刀具和CBN刀具能够达到较高的加工质量和效率。铸铁件可用CBN刀具和陶瓷刀具进行高速精加工。对于钢件和铸铁件,涂层的硬质刀具可以高速、高效率地加工。
其次,根据不同的加工特点应采用不同的刀具形式。对于缸孔、曲轴孔和凸轮轴孔的加工可以用“粗加工+半精镗+珩磨(精镗)”的加工方式;镗孔刀片有涂层及主偏角有过度倒角都有助于提高工件表面粗糙度。对有预铸孔的孔的加工,采用定心效果好的钻铰结构刀具,以较低的速度加工。关于挺柱孔加工,需采用粗、精加工两次加工完成,精加工采用有支撑导条的刀具。至于油路孔的加工,一般先用较低的速度加工引导孔,再用高速内冷枪钻的加工方式。
近年来刀具内冷技术及MQL微量润滑技术的应用也有效提高了孔加工的质量和效率。
缸盖气门导管气门座圈、气门导管加工实例
在此,以缸盖气门导管气门座圈、气门导管的加工为例,详细介绍如何利用刀具提高发动机的孔加工质量和效率。
气门座圈相对于气门导管的同轴度要求为0.04mm,表面粗糙度要求Ra0.8μm;气门导管直径较小(φ5.5mm),但表面粗糙度要求Ra0.4μm,圆柱度要求0.008mm,这些在加工中均属于难以保证的加工精度;而且材料均为粉末冶金,更加大了加工难度。对此可采用以下加工方案:以精度较高的装配面和装配面上的两个销孔来定位,根据气门座圈、气门导管的难加工特点,采用一种复合镗铰刀在一次装夹下进行“半精+精加工”的组合加工方式进行加工,该复合镗铰刀前为单刃铰刀(即枪铰刀)加工导管,后为镗刀片加工座圈,保证了两者的同轴度要求;精加工采用可调式刀柄,可进行精密调整,以满足较高的加工精度要求;刀具设有两个导向条,在切削过程中可起导向作用,降低了刀具对加工余量不均匀的敏感性;刀具采用内冷,精镗铰切削过程中采用较小的进给量,以保证气门导管、气门座圈的表面粗糙度及圆柱度要求。同时采用CBN刀具来针对粉末冶金工件进行高效优质的加工。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖