模块化工艺在数控生产流水线中的应用

随着我国数控设备技术水平的不断提升,数控设备应用的领域越来越广,数控加工水平已经成为推动我国数控技术在制造业中应用与发展的重要环节,本文主要介绍了模块化工艺在数控流水线生产中的应用。
随着重卡行业的不断发展以及技术水平的不断提高,车架零部件的加工大多采用精密度较高、技术水平先进的数控设备来完成。流水线生产在生产加工中的应用也越来越多,传统的工艺文件的编制思路已经不能满足实际生产的需要,如何更合理地编排工艺对于指导生产现场的操作显得格外重要。本文就流水线生产过程中的加工工艺安排进行了探讨。
流水线生产的特点
流水线生产是生产组织的一种形式,它把生产过程划分为在时间上面相等或者成倍比的若干工序,并将其分别固定于按照工艺过程顺序排列的各工作地,劳动对象按一定的节拍或者速度,顺次流过各工作地进行加工。对于不能或者不便移动的操作对象,也可由执行各工序的工人,按照规定速度在劳动对象上顺序进行各工序的加工。
流水线生产是通过一系列的生产方法,包括使用通用的设备,使生产线上的每项任务都有稳定的周期时间,并按照加工工序的顺序,使产品能够迅速、平稳地由一个工位“流动”到下一工位,经由生产控制系统,使产品的生产率与最终装配线上的使用率相符。
我公司对于车架零部件的加工、车架总成的铆接都采用流水线式的生产加工方式。针对车架上支撑板、长连接板、部分尾梁和横梁等零部件的加工均在支撑板流水生产线上完成,此生产线包括了剪板机、校平机、数控冲孔机、激光切割机、数控折弯机和抛丸机6台设备,其中的核心工序是数控冲孔和激光切割,此数控生产线不仅提高了零部件的加工精度,保证了产品的质量,而且生产节拍较以前的传统加工模式大为改观。
纵梁流水生产线(见图1)包括了数控冲孔机(平板冲孔2台,腹兼平冲孔1台,三面冲孔1台)、6000t压型设备、机器人等离子切割机、数控折弯机以及抛丸机等设备,其中的核心工序是数控冲孔,比利时索能的三面冲孔设备和日本的6000t纵梁压型设备,是整个纵梁生产线的关键所在,此数控生产线替代了原有的摇臂钻孔、压型委外和切割手工完成的加工模式,自动化程度相当高,在保证产品加工质量的同时,提高了纵梁自产加工的生产效率,为实现“高品质,高效率,精品车架”的目标奠定了基础。
车架零部件的生产现状
1.种类的多样性
随着产品种类的不断增加,人们对车架零部件的性能要求也越来越高,车架零部件的改型势在必行。就我公司而言,针对不同的车架和车型,所配备的横梁、连接板和纵梁等都各不相同,多少存在着或大或小的差异,零部件种类多达上千种。
2.工艺的复杂性
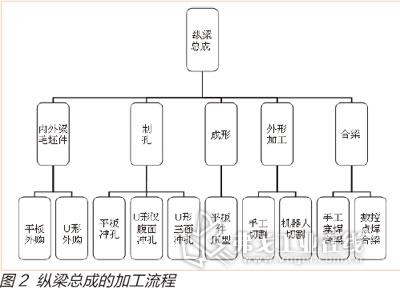
即使是同一种零部件,其加工工艺也是多种多样的,采用不同的设备、安排不同的车间来加工,流程都不一样。我们以一个纵梁总成的加工流程为例来进行说明,依据现有设备的特点和加工方式的限制,纵梁总成的加工流程如图2所示。
从图2中可以看出,如果任意组合,一个纵梁总成的加工流程最少有10多种。如果我们对每种零部件和加工方案都制作一份工艺文件的话,一方面操作人员在加工的过程中不知道该使用哪种工艺文件来指导生产;另一方面工艺文件过多,增加了资料管理人员的工作量,也不便于管理。
3.加工流程的相似性
流水线生产的过程所使用的设备是固定的,每一种零部件在加工的过程中均要按照一定的流程进行,使用流水线上的所有设备或部分设备,所以流水线上生产的零部件的加工流程多是相似的。
就我公司而言,经过对纵梁生产流水线上所加工零部件的总结和归类整理,对于车架纵梁的加工流程,依据所提供毛坯料的状态可分为两大类:毛坯料为平板件,不管是外梁还是内加强梁,它们都可以按照“平板冲孔-平板压型-成形后切割外形-抛丸”的加工流程来进行生产;毛坯件为槽型件,对于内外梁的加工流程亦可归类为“槽型梁冲孔-切割外形-抛丸”。同样,我们对支撑板的生产流水线上加工的相似支撑板也进行了归纳整理,将其加工流程也分为两个大的模块:对于平板件的支撑板,它们的加工流程一般归类为“校平-冲孔-切割-抛丸”;对于L形的支撑板,它们的加工流程一般按照“校平-冲孔-切割-折弯-抛丸”来进行。
模块化工艺的应用
所谓“模块化工艺”是应用在数控生产流水线上的一类专用工艺。它主要针对流水线生产的特点,对相似零部件进行归类整理,并将这些相似零部件按照一定的特点进行了分类,其中的每一个类别我们称之为一个“模块”。而“模块化工艺”是针对这个特殊“模块”零部件的加工制作的一种用于指导生产的技术文件,工艺中对该类相似零部件在加工过程中的共同特点做了总结,对各工序的使用设备、技术要求、加工中的各项注意事项和最终的产品状态等都做了详细的说明。
在数控生产流水线上采用模块化工艺来指导生产,将相似的零部件的相似加工流程进行归类和整理,不仅减少了工艺人员编制工艺文件的工作量,同时一个“模块”的零部件均使用同一份工艺文件,方便了机加工人的查阅和使用。以纵梁加工为例,我们根据所提供毛坯料的状态,将加工工艺分为两大模块,“平板件加工模块”和“U形件加工模块”。在各个模块中,主要包含有三个方面的内容:
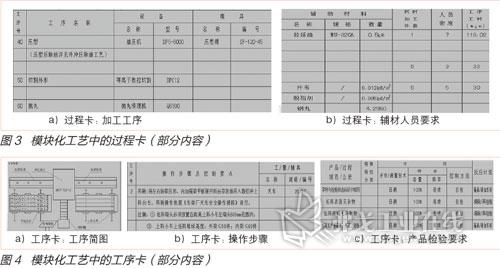
(1)过程卡(见图3) 主要对这个模块的加工流程以及加工设备、辅助材料和人员安排等信息做了简单的说明。过程卡是一个零部件加工流程的指南,告诉我们这个模块的零件加工流程的基本信息。
(2)工序卡(见图4) 主要对这个模块零件加工的具体操作步骤和控制要点,加工时所使用的工量辅具,以及产品过程控制的规范、公差、评价测量技术的方法和检验频次等内容都做了详细的说明。工序卡告诉我们该如何组织生产;告诉我们产品的关键尺寸有哪些,这些尺寸如何检验;告诉我们该工序的控制要点,注意事项;告诉我们什么样的产品才是合格的产品。工序卡是整个模块化工艺的关键部分。
(3)加工零件明细 主要对适用于这个模块的零部件明细进行了归纳和总结。
结语
随着汽车工业的不断发展,数控流水线生产越来越多地被应用在汽车制造中,凭借极高的生产效率,使大规模批量化的生产成为可能。在保证生产顺利进行和提高工作效率等方面,模块化工艺在数控流水生产线中发挥着不可替代的作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖