SMED在冲压车间的应用
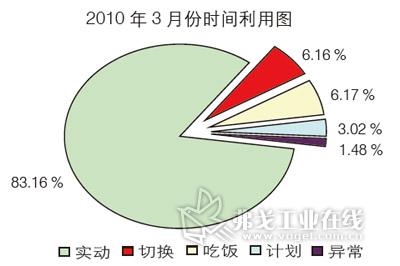
图1 冲压车间生产各类时间分布
本文简要介绍了SMED的基本原理、改善思路及操作步骤,通过对流程、工艺和作业步骤的梳理和再优化,以及局部硬件的改善来提升冲压整体效率。
SMED的重要性
在四大工艺中,冲压具有前期投资大,设备、模具价值高且回收期长等特点。如何提升冲压的效率,提高设备的开动率和SPM(Stroke Per Minute),是公司IE(Industrial Engineering)部门重点研究和攻关的项目和课题。近些年来,随着公司IE工程的推进,全员学习丰田的氛围正在形成,无论是在理论研究、实际应用还是在具体的改善方式方法上,我们都较前期有了较大的突破,效率也有了明显提升。
冲压车间中,传统的大型手工生产线(T形工作台)的切换时间(本文主要是指换模时间),大概占总生产时间的7%~10%,中型的单工作台(T形)生产线切换时间约占整个制度时间的5%~7%,某中型冲压车间生产线的各类时间所占的比重如图1所示。由图1可以看出,切换时间在整个制度时间内占了很大比重,有数据表明,大型T形工作台生产线切换时间在整个制度时间内每减少1%,总体生产效率能提升4%~5%;中型生产线的切换时间在整个制度时间每减少1%,总体生产效率约能提升3%。因此缩短切换时间,是提升综合效率的最关键因素之一。
SMED(60s即时换模)正是在这种背景下出现的,20世纪50年代初期的丰田公司为解决小批量、多批次的生产现状,研究出了一套应对多批少量、降低库存并提高生产系统快速反应能力的技术。SMED是一种经过IE改善过后的高效转产换模方法,又称为“快速换模”,现在也多指“10min之内的换模”,因此也有“10min换模法”的叫法。它可以将一种正在进行中的工序快速切换到下一生产工序,多种作业通过优化、改善,达到并行,或是交叉作业,以缩短切换时间,减少浪费,消除瓶颈,从而达到快速转产的目的。通过SMED快速切换,可以缩短换模时间、增加换模次数,以适应多批次、小批量的现代化生产方式。另外,通过SMED的推行,可以使得生产更加柔性化、均衡化,无需准备大量的库存。这样可以减少库存占用,提高存货周转率,增加公司的现金流,使企业处于良性循环。再次,SMED的应用,可以使库存大幅降低,仓储面积减少,同时也减少了大量呆滞和不良的风险,有利用公司产品快速改款换代,使得企业更具竞争力和战斗力。
SMED在冲压车间的应用
如何进一步提升生产效率、缩短切换时间,是冲压车间一直以来攻关的课题,我们根据SMED的切换思想,对所有的换模步骤进行了重新梳理,整理出了切换改进的思路。
1.切换改进思路
(1)整理目前全部的作业流程,选择有代表性的模具,以录像的方式进行对全过程进行录制。通过对上述换模时间进行拆分和统计,完成单序换模的总作业时间长达20min(随后统计换模时间多为16~20min)。由于作业组合不合理、内外作业区分不清、并行作业开展不利、换模步骤未统一以及外部资源准备不充分等因素,导致整个切换时间过长,生产的连贯性无法保证,生产效率较低,因此生产效率研究改善势在必行。
(2) 组成小组进行观摩讨论,对整个过程进行拆分,区分出内作业、外作业及并行作业。内作业也称“内变换操作”,是指那些只能在设备停止运行后方可进行的操作;外作业也称“外变换操作”,是指在设备运行过程中,在机外完成的工作;并行作业是指两种或两种以上的作业同时进行的作业,可以是内作业也可以是外作业,通过并行作业,来减少切换时间。
通过上述两个步骤,我们对整个切换过程进行了分解和梳理,初步整理、拆分步骤,经讨论,按作业内容分类(见表1)。
(3)减少内作业时间,尽可能把内作业转变为外作业,这是SMED法的核心。由于内作业操作必须停机才能进行,内作业用时的长短,决定了整个切换时间的长短。因此要缩短整个切换调整时间,最关键的是把内作业尽量减少,同时简化外作业,并一定要在设备运行过程中完成全部外作业。这样,就可能在设备停机后的很短时间内迅速完成设备换装与调整。具体做法是:看所有的内作业是否一定要在机内完成,通过改进是否可以变为外作业;两个内作业、外作业是否可以并行操作,这样可以减少停机时间。如表1所示,拆螺栓和装螺栓,可以通过多人操作,来减少切换时间,把内作业时间减少;打开废料盖板与固定废料盖板可以与精调同时作业,这种并行作业方式,其实也是把上述两种作业由内作业变换成外作业的一种改善;找剪刀和开包装,完全可以停机时和其他作业同步;为了减少内外作业时间,找剪刀这个步骤可以考虑在第一个工位上配备剪刀,这样只需在用时直接取,没必要到其他地方找或拿取,节约人员和作业时间。
(4)寻找浪费点。在实际的作业过程中,由于有配合作业、交叉作业和同步作业等,各作业之间有很多等待、停顿,另外各种组合作业搭配不合理,存在着大量浪费。为此,在区分内外作业的同时还要找出不合理的步骤、不合理的作业组合方式、错误操作、停顿和等待。通过对浪费的改善,缩短无效工作时间,提升效率。

在实际的切换过程中,通过观察分析,在对内作业的研究过程中发现,由于员工对内作业的熟练程度不一,因此,切换时间的长短也不一样,经验丰富的用时短,新手操作用时长。如何把内作业操作进行标准化,让大家熟练掌握,是能否缩短切换时间的另一个重要环节。
为此,我们经过分析和讨论,把上述操作步骤进行了重新优化与整理(见表2):对原有部分作业进行组合,制作成SOP(Standard Operation Process)文件,对每个步骤的操作要领进行明确、细化;对员工进行培训及强化训练,定期对员工进行技能鉴定;培养多能工,让其他岗位员工也提前介入,快速熟悉,并能学以致用。
2.效果验证
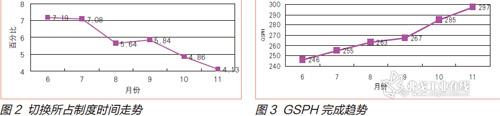
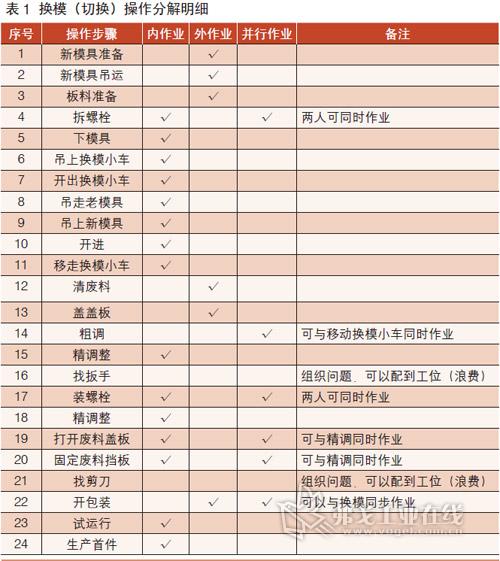
该项目工作开展以来,全员改善的激情很高,也取得了一定的成效。随着员工熟练度的增加和内外作业划分,下半年切换占整个制度时间的比例逐步减少,而GSPH(General stroke per hour)总体处于上升趋势。当然综合效率的提升不仅取决于切换时间的缩短,还得益于车间在换料、操作标准化、瓶颈工位的改善和人员合理配置等诸多方面的改善。
经过最新的单序换模测试,目前切换时间已能达到10min以内,GSPH总体提升8%~10%,效率提升约5%。还有很多改善工作尚未启动,我们相信经过不断优化与改进,单序换模时间还会进一步缩短。切换所占制度时间走势和GSPH完成趋势如图2和图3所示。下一步车间改善的重点是瓶颈工位的改善、节拍平衡、换料缩短和模具问题点的攻关,TMP设备的自主保全等改善工作,我们力求从全方位多角度来提升冲压的综合效率。
结语
冲压车间自成立以来一直致力于现场的改进、改善和效率提升工作,随着公司的快速发展以及国际化的要求,对自身的要求也在不断提升。如何提升冲压效率,降低整车成本是企业永恒的课题。目前国际大型车企及国内部分合资企业在冲压工艺技术及效率方面的研究远远领先于本土企业,我们只有不断改进,不断提升,学习先进经验,消化吸收并转化为自己的成果,才能快速前进。下一步,我们将在缩短换模的工作中进行更为深入的研究,实施必要的软硬件改造,真正实现60s换模,把冲压车间的效率提升工作推向新的高度。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖