浅谈车门与白车身尺寸匹配控制方法
车身开闭件与车身之间的间隙和段差是衡量一个车型外观质量的重要条件,但间隙和段差的控制对于中小型汽车制造公司来说却是个难点,笔者通过实践,掌握了一些控制间隙和段差的方法,与业界工程师共享。
众所周知,汽车制造行业中,白车身的制造工艺是重中之重,尤其是逆向开发的白车身,白车身的SE分析不到位、特殊公差分配不精确以及制造公差的累积,会造成门盖装配到白车身上产生间隙段差。怎么有效控制白车身的精度及外观间隙段差,降低风噪,提高密封性,提高整车工艺水平是众多厂家研究的重要课题。下面就MPV白车身门盖类间隙段差的调整方法,来谈谈白车身(BIW)门盖类间隙段差控制方法。主要方法有两种:一是正向法,利用车门“配重”调整;二是逆向法,利用车门装具调整。本文采用逆向法阐述BIW间隙段差装配调整技术方法。
白车身间隙段差问题及原因分析
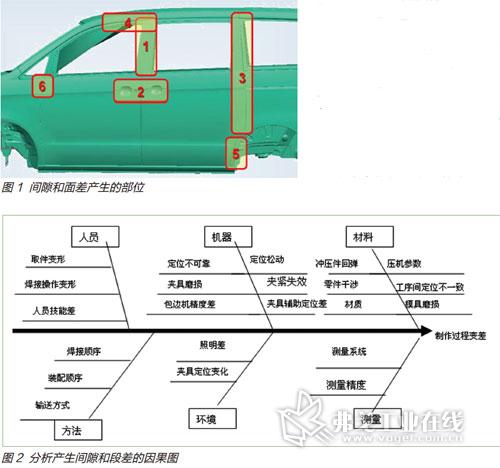
出现间隙和段差的各个部位如图1所示。部位1为前门与滑门窗框处间隙段差;部位2为前后门把手部位发生间隙段差;部位3为滑门C柱段差突出;部位4为前门窗框与顶盖部位发生段差;部位5是中滑门与后轮罩处部位间隙段差;部位6为翼子板与前门棱线部位间隙段差。
出现间隙段差可能产生的机能品质问题如下:
1.滑门上锁时发生过大负荷,把手可能损坏,车锁磨损量大且可能松旷异响;
2.滑门运动时发生抖动异响,路上颠簸,车门抖动异响;
3.前门玻璃运动到窗框处阻力增大,产生异响;
4.前门内侧关闭车门时安全锁不能锁上;
5.玻璃呢槽与车身贴和不良,造成密封性差,噪声大,可能漏雨;
6.滑门中导槽发生扭曲,造成滑门下垂。
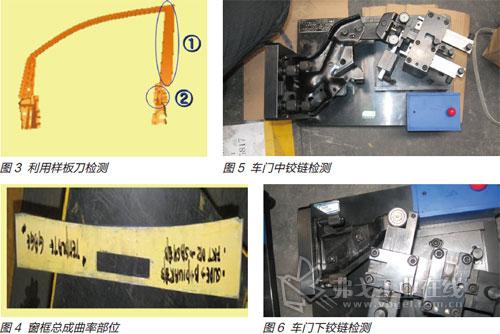
利用如图2的因果图分析法(鱼骨刺图)分析产生间隙段差的原因。
从图中可以分析出,影响白车身外观间隙段差的主要原因是:零件自身精度、车门总成外观尺寸精度、夹具定位精度、车身总成精度以及车门安装孔精度。只要控制好零件精度、白车身总成精度,利用有效的车门装配调整方法,就可以消除白车身外观间隙面差的问题。
控制间隙段差的有效方法
经分析,我们认为控制间隙段差的有效方法如下:
1.提高单件、焊接总成精度
利用单件、总成检具对单件、总成件品质进行检测,对主要的定位孔、定位面以及功能面进行精度检测,并对问题点进行管理。利用精度检查表控制制件整改前后的品质管理,并通过试装验证确认整改效果。检具设计时,要具有多功能,而且在模拟车身装配的情景下,不仅要对主定位孔、定位面进行检测,还要对功能面,组合面的间隙段差检测。对于形状复杂的制件可以利用扫描和三坐标测量的办法对其精度进行检测。最后将整改问题点进行标准化,类似问题进行在开发车型横展,加入过程FMEA库,避免新开发车型类似问题发生。
2.提高车门总成系统精度
在白车身尺寸固化以后,考虑整改窗框的偏差。制作简易样规,操作方便,节约成本。用简易样规(见图3)对窗框1、2部位(见图4)曲率进行检测,发现窗框的变形量。通过三个人测量10台分的窗框,收集数据,找出窗框的偏差量。根据装车的实际测量情况,找出窗框偏差的整改量,这个整改数据一定要准确,否则由于测量数据不准确造成设备、模具的反复整改,会对制件的一致性和稳定性造成风险。
制作中,下铰链检具及控制车门铰链安装点位置如图5、图6和图7所示,我们检测铰链的制作精度和铰链安装点的一致性,并对由车门铰链及安装引起的间隙段差问题点进行整改。

为保证车门包边品质,我们制作多功能检具对车门组装运动进行检测。利用检具PCF\UCF\BLUE BUCK进行分析。三坐标数据的分析主要在欧系车型上采用,日系车型喜欢检具应用测量分析系统,包括零部件检具(PCF)、总成检具(UCF)、甚至是标准车身检具,而不喜欢研究三坐标的数据。三坐标数据的分析和判断要求工程师对产品,工装夹具和工艺过程都非常熟悉,而应用检具测量系统只需对操作人员做简单的培训即可。PCF(见图8)的使用是将零件放在检具上面,通过塞尺来测量,判断零件是否合格。UCF是将总成放在检具上,通过测量总成和标准检具仿体的对比来判断每个总成的对错。在检具测量的基础上,目前新发展出来的综合检具测量系统十分有借鉴意义。其功能可以在车身上模拟总装的所有装配零件,且判断简单,只有通过或不通过。如在车身上装配一个座椅,总装要装配4个螺栓,模拟检具就插3个插销,可以插入,表示通过,否则不通过。车身尺寸合格率=所有检具可通过的插销数量/所有检具的插销数量×100%。这种方法能充分反映总装的装配需求,操作判断都很简单,是一种测量系统的发展趋势,比三坐标测量系统更为实用,惟一的缺点是只能针对单一车型,不能柔性测量。
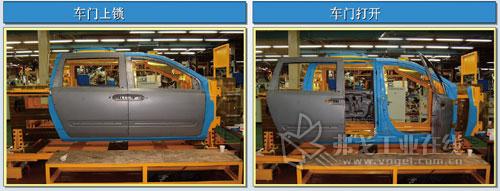
图8 车门检具进行静态、动态检测
3.提高白车身安装孔精度
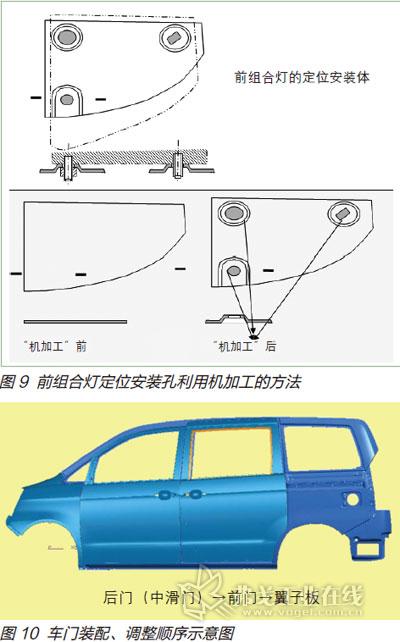
数据收集和分析可以确定问题所在,并找出问题出现的根本原因。通过工程师的简单确认,基本可以排除或纠正人员和方法两方面的影响。之后再用检具检查冲压件。用PCF/UCF检查对应的分总成并分别记录数据。同时根据车身数据分析的结果,首先检查问题点焊接夹具定位面,定位销的位置精度,记录偏离值,并判断是否与问题的趋势一致。如果一致的先调整到理论位置。其次将零件置于夹具之上,观察零件与定位面和定位销的对应状况,调整确保零件与定位面之间无干涉部位。再次,检查零件在夹具上定位后是否有转动或移动现象。记录定位销与零件孔的对应尺寸,结合材料检测数据和车身的尺寸数据分析结果,形成对定位销和面的整改措施。原则上,制件有问题先整改制件,然后整改焊接夹具。但实际上只要制件状态保持稳定,很多车身尺寸问题都是通过夹具整改完成的,因为夹具整改相对来说更有效率也更经济。车身尺寸在开发完成进入批量生产一段时期以后,材料和机器也相对稳定,这时只要定期检测材料和机器的状态,保持稳定状态就可以了。同时需要把关注点转到对人员和工艺方法的执行管理方面。在批量生产阶段,通过SPC控制图可以预防一些定位销,定位面松动和磨损的情况。白车身制造系统中,设计到模具、夹具,冲压件制造公差和焊接变形,车身特殊公差非配不好以及制造过程变差的累计,造成白车身重要的安装孔、性能孔及功能孔精度差。车门、内外饰与车身匹配造成外观间隙段差。解决此问题除上述方法外,还可以选择车身“机加工”的方法。所谓车身“机加工”的方法就是部分几何元素在冲压阶段不加工到位,而是留有“加工余量”,或者不冲孔。到白车身完全焊接完成,通过对总装装配位置在线测量,完成在线冲孔、切割及激光焊接。再以车身的基准定位用液压拉延和冲孔工艺来形成这些几何元素,即面和孔等。这种方法可以提高车身精度。以前组合灯定位安装为例子说明车身“机加工”的方法(见图9)。
4.利用夹具的可调性控制焊接变形
车门窗框结构复杂,滚压件及制件制造误差,制件匹配间隙大及焊接变形等造成窗框总成扭曲,影响间隙段差。解决此问题除了提高制件精度外,还要充分利用焊接夹具限位功能,根据制件精度合理设计夹具的限位精度,通过焊接工装的限位功能来防止窗框在焊接过程中的扭曲变形。
车门总成安装到白车身上,由于车门四角在车身上缺少固定安装点,造成车门四角相对车身翘起,解决此问题可以使用矫形工装,将车门上角翘起现象压下去,使车门上角产生塑性变形甚至永久变形以减少上角与车身的段差。还可以使用简易样规和检具,来检测滚压件导槽曲率和导槽宽度。最后利用具有补偿值的装具按照标准化调整顺序和调整方法进行装配调整(见图10):先调整后门,再调整前门,最后调整翼子板。
总而言之,开发一种新车型,要建立车型制造过程问题失效库,将整改这些问题的思路和方法标准化,作为产品开发经验进行传递,并作为后续车型开发的输入。如此做PDCA循环,提高产品设计质量及产品开发质量,有效避免后期质量问题整改,降低开发成本,缩短开发周期,提高产品质量。
结语
车身精度设定的依据是外观和功能,精度定得过高,会增加制造成本;而精度定得太低会影响整车的外观或性能。因此,要结合产品的市场定位和生产能力,以精益的开发思想,来选择一个具有良好的成本性能比的白车身制造工艺,以满足产品的质量要求及客户的需求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖