冷挤压外圈的正挤压成形工艺
正挤压外圈模具
外圈正挤压工艺模具目前已在我公司冷挤压外圈中推广应用,实际生产验证能有效地消除外圈外圆表面的折叠纹,并使外圈内外径同轴度从φ0.20mm稳定提高至φ0.10mm以内;正挤压模具的下模结构大为简化,模具制作成本可节约30%以上;由于在正挤压模具上生产可以排除双件复压问题,从而顺利实现自动送料,生产效率提高了20%,取得了较好的经济效益。
正挤压模具的结构和工作原理
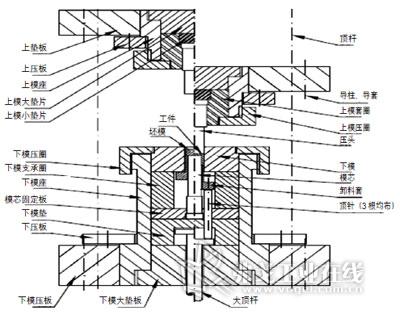
如图所示的正挤压外圈模具通过其上设置的导柱和导套进行导向,其中,上模上设有与下模进行配合的压头,下模座内固定有模芯,模芯与下模之间形成形腔,模芯上套置有卸料套,下模、模芯和卸料套之间的配合精度要求较高(通常间隙值δ≤0.04mm)。模芯设置在下模内并同时固定在下模座中,与下模一起形成一个工件成形的型腔。通过卸料套保证型腔壁厚的精度,减小了设备和导柱与导套之间产生的误差累积,使得工件的精度要求得到满足,保证了工件的同轴度≤φ0.10mm。
模芯通过模芯固定板固定在下模内。在模芯固定板上均匀分布有3根顶针,顶针顶住卸料套的下平面,顶针能推动卸料套将成形的工件顶出型腔,方便卸料。
顶针可以在模芯固定板内自由滑动,顶针的下端与大顶杆接触,大顶杆通过拉杆与上模实现同步运动。上模下行,拉杆、大顶杆、顶针和卸料套下行,压头对坯料进行挤压形成外圈,挤压完成后,上模上行时,在拉杆的作用下,大顶杆、顶针和卸料套上行并将工件顶出,完成同步卸料,节省了卸料的时间,提高了效率。
卸料套与型腔之间的配合间隙≤0.02mm,卸料套内壁与模芯之间的配合间隙≤0.02mm,压头与下模之间的配合间隙≤0.02mm。
模芯上端面的周边为圆角,圆角的半径为0.5~1mm,模芯上端面放置坯料后坯料的上平面与下模的上平面之间最小的距离为5mm。模芯上端面周边的圆角保证在挤压时模芯不会破坏坯料的整体性,上端面离下模上平面间的距离,保证压头下行时进入到型腔后才挤压,使得坯料只能顺着下模和模芯之间的型腔往下,坯料的挤压方向和压头的运动方向相同,避免了在外圈靠近底部的位置出现折纹。
压头的周边为尖角,下模型腔的上端面为圆角。压头周边设置成尖角可以保证挤压产生的毛刺较小。
模芯、压头和导柱及导套都采用可拆卸式安装。由于多次的挤压工作,压头容易磨损,导柱和导套容易磨损,模芯也容易磨损,如果磨损加剧,会使累积误差增加,最后影响工件的精度,如果磨损超出了设定的要求就需要进行更换,因此设置成可拆卸式,方便拆装。
设计思想及改进
我们的设计思想是:将下模与模芯一起安装固定在下模座中(这是正挤压模具与反挤压模具本质区别所在),使其在工作过程中不发生相对运动,其中嵌入一个卸料套,这样使外圈同轴度的控制变得较为容易,避免了原先反挤时上模与下模分别安装在上下模座里导致成形过程中发生相对偏移的现象。
我们还对正挤压模具进行了如下改进:在下模和模芯之间装有一个可上下滑动的卸料圈,它的作用有两个:一是卸料;二是将下模与模芯的间隙限制在一个合理的范围内(通常间隙值δ≤0.04mm),控制外圈的臂厚,从而使外圈内外径同轴度得到有效控制,可以稳定在φ0.10mm以内。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖