冲压拉延油在车身制造中的应用

图1 制件涂覆润滑油进行润滑性试验
润滑是拉延油在制件冲压成形过程中的主要作用,拉延油的应用改善了制件的表面质量,降低了废品率,但成形件表面留存的防锈油膜会造成虚焊、假焊等质量问题.本文针对拉延油在各车间体现的功能与弊端,介绍了其在车身制造中的应用。
拉延油在制件的冲压成形过程中是必不可少的,它的应用有效改善了制件的表面性能,提高了模具寿命,大幅降低了废品率,可以节约10%~20%的成本。
本文将根据拉延油的特点及在各工序使用过程中存在的问题,介绍拉延油的选用与如何保证各工艺间的平衡。
冲压拉延油的分类
在冲压制件拉延成形时,冲压拉延油的主要作用是在模具和工件间进行润滑,属于金属加工液。除此之外,拉延油还起到冷却、抗磨、清洁和防锈等作用。根据拉延油的组成和介质状态,拉延油可分为水基型和油基型两种,水基型拉延油具有冷却性好和清洗性好等优点,但不能用于镀锌钢板。油基型润滑剂具有润滑性好及摩擦因数小等特点,对提高车身表面质量有显著效果,能用于镀锌钢板的冲压拉延工艺,但油基型润滑剂的清洗性差,影响焊接、涂漆等下一步工艺。凭借良好的环保性和可清洗性,目前水基性拉延油在市场上占主导地位。

冲压拉延油的性能要求
1.冲压环节
随着消费者对于汽车安全性、车身轻量化发展趋势及对车身外观的要求不断提高,车身冲压件形状和尺寸越来越复杂,同时车身大量使用成形困难的高强度钢板,因此在进行冲压拉延时,时常出现破裂或起皱。
润滑性作为拉延油最主要的性能,可以有效保证冲压拉延工艺的顺利进行,避免表面开裂和褶皱的产生,保证钢板良好的成形性和脱模性,防止模具表面与钢板间擦伤和烧结。润滑效果的提高可以改善模具的性能,从而降低对金属材料级别的要求,可以允许使用级别更低的金属材料,并大幅度降低废品率,可节约金属成本10%~20%。
为更好地保护模具,提高模具寿命,增加冲压速度以及减少停机擦拭模具的时间,冲压拉延油还应具有一定的冷却、清洁作用。
车身制造过程中,根据冲压生产的特点,每个制件每批次必须生产出一定量的零部件进行库存。企业生产周期不同,制件库存时间的长短也不同,一般为3~7天,所以拉延油还应具备防锈功能,保证制件在生产周期内,表面不产生锈蚀。
2.焊装环节
冲压拉延油在焊接生产中应能够满足带油焊接,并且带油焊接的焊点符合产品要求,不得产生虚焊、假焊等焊接质量问题。在生产过程中不产生或尽可能少产生油烟,避免影响工人健康和工作环境。
3.涂装环节
在涂装过程中涂覆有拉延油的制件,必须满足涂装前处理脱脂和清洗工艺等,即经过前处理工艺后拉延油能够被清除,不影响后续的磷化、电泳和中面涂工序。如不能将拉延油清洗完全,工件局部表面有油污时,油污必将被带进磷化液中,污染磷化槽液。另外由于局部存在油污,表面成膜的质量就会很差,厚薄不均匀,严重时还可能形成不了膜层,造成除油不彻底,给涂装质量带来很大的隐患。
4.环境保护
拉延油使用应减小对生产车间的环境影响,尽量少地产生废弃物及工业废水,而且其本身毒性较小,不能对车间工作人员产生身体伤害。
主要性能的试验方法
1.润滑性试验
我们通过实际生产制件对润滑性进行试验。试验方法为挑选易产生开裂的制件,涂覆要验证的拉延油,涂油量根据厂家规定涂覆,涂覆完成后进行实际生产验证润滑性,如图1所示,我们对某公司的拉延油产品进行验证,经试验验证润滑性符合要求。
其他润滑性试验还有平面摩擦力测定试验和圆筒深抽成形试验等。

2.防锈试验方法
防锈性采用湿热试验(10钢片,72h),试验方法为GB/T2361,测定冲压拉延油防锈性指标应达到A级。
如果无试验条件也可采用现场验证,试验方法如下:将60mm×60mm普通冷轧钢板均匀涂抹试验用冲压拉延油(共3组),在室温下搁置3周(根据需求设定时间),进行观测并做记录。试验结果表明合格产品3周内不能产生锈斑。
3.焊接性试验
我们使用冷轧钢板模拟实际工况,将钢板涂抹被测拉延油焊接,使用拉力实验机进行拉伸实验,残留在其中一块板材上的焊点直径,应不小于电极直径的70%,焊点周围母材开裂。
4.脱脂和附着力试验
脱脂和附着力试验一般由主机厂委托前处理配套厂家依据其企业标准进行。
实验室试验合格后可在主机厂涂装车间进行挂板试验,试验所经工序如前处理、电泳和中面涂,可以与主机厂技术人员根据实际生产情况确定,该项试验也是检验拉延油的脱脂性和漆面附着力性能,清洗脱脂性应符合企业要求。图2所示为前后对比效果。
2.其他性能试验方法
拉延油的其他主要性能粘度、倾点,涉及安全性能的闪点实验方法如表1所示。
拉延油的使用
1.水基型拉延油的使用
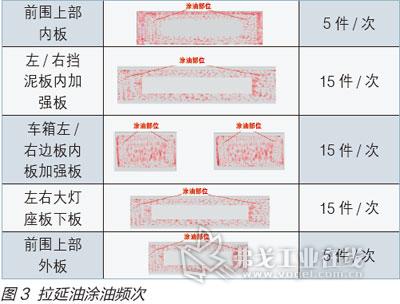
水基型拉延油一般用于人工涂覆,在使用过程中最重要的是根据各条线体制件拉延的复杂程度制定不同的稀释比例、刷涂方式和频次。比如轮罩和挡泥板等拉延比较深的制件制定的拉延油稀释比例可能是1:1,需要每个制件都进行刷涂拉延油;而有些拉延较浅的制件需要的拉延油稀释比例可能是1:8,且不需要对每个制件进行刷涂,会选择每隔一批刷涂一次,或者仅在上下模具表面刷涂。当然为了保证生产效率,要尽力少地制定拉延比例,以方便操作。表2、图3是某款已量产车型拉延油稀释比例和制件涂油频次要求。
2.油基性拉延油的使用
油基型拉延油一般用于自动喷涂设备,粘度要低,使设备能够正常、均匀地喷涂。
3.涂油量的控制
残余在制件表面的过量的拉延油会造成制件搬运困难,油污也会对车间环境造成影响,为保证焊接质量需要进行焊接前擦拭或清洗,易造成生产效率低下、费用上升,也会增加手套、棉纱等劳保用品的消耗量。过量的拉延油对涂装的影响尤为关键,它会造成涂装前处理槽液的污染,导致涂装成本增高,不能完全清洗掉的油膜还会造成电泳漆表面的缩孔,严重影响涂装质量。因此冲压车间在保证制件成形质量的前提下,要严格控制拉延油的刷涂量,以保证后序工艺中的焊接质量和涂装质量。
结语
拉延油对三大工艺均有不同程度的影响,据美国金属挤压成形协会统计,拉延油在冲压工艺中仅占总成本的0.05%,却直接影响金属制件的废品率、停工时间和劳动力的投入,而上述费用占到冲压成形工艺总成本的70%,且残余在制件表面的过量的油膜对后序焊接、涂装来说都有潜在缺陷风险。因此选择一款合适的拉延油对提高产品质量,降低生产成本有着重要的意义。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖