汽油机核心零部件制造工艺

奇瑞汽车股份有限公司副总经理、动力总成事业部总经理冯武堂先生
作为自主品牌领军企业,奇瑞的发动机制造工艺在过去十年中也在与时俱进,其制造工艺的发展基本代表了国内汽油机制造业的发展历程。本文以奇瑞发动机制造技术为蓝本,简述了中国汽油机制造业十年来的工艺变迁和发展。
缸体、缸盖工艺
缸体、缸盖作为发动机的基础件,既是两大机构、五大系统的载体,本身又是冷却系、润滑系和燃烧系的重要组成部分,是发动机的核心零部件。其重要性及自身功用决定了缸体、缸盖具有“孔多、壁薄且结构复杂”等特点,缸孔、曲轴孔、阀座导管和凸轮轴孔等关键部位更是结构复杂、精度要求高。现从设备、工艺和刀具等方面对其制造技术进行简要分析。
1.设备
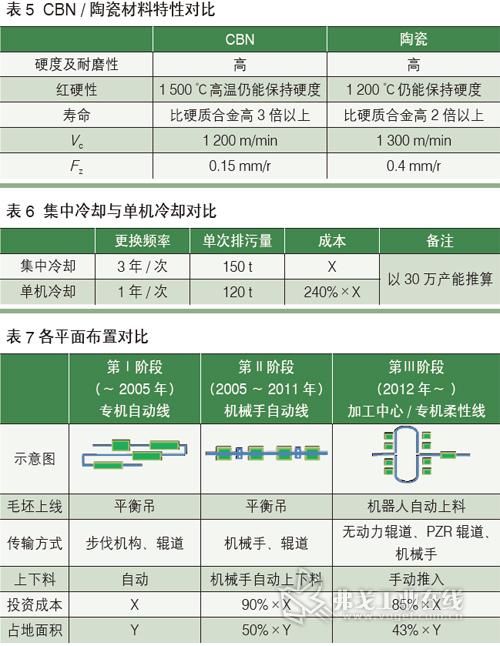
设备和工艺发展息息相关,十年来奇瑞建成投产了三个发动机分厂,设备发展也经历了三个阶段:组合专机、加工中心、“加工中心+柔性专机”,各阶段对比情况如表1所示。

2.工艺
缸体、缸盖工艺的发展变化主要体现在导管阀座、凸轮轴孔、曲轴孔和缸孔等关键部位的加工工艺变化以及缸体材料的变化(铸铁变化为铸铝),如表2所示。
(1)导管座圈加工
早期座圈主要采用专机分步镗削,刀具结构简单,调刀方便。采用加工中心方式后,复合刀具得到充分利用,效率高,但刀具寿命低,因刀具磨损造成加工质量稳定性差。
目前多采用专机车削方式加工,刀具寿命提高60%以上,稳定性好,精度高。
(2)凸轮轴孔加工
随着复合刀具技术的推广,目前采用加工中心方式镗削成为主流,相比第Ⅰ阶段组合专机方式刀具结构变化明显。
(3)缸孔珩磨
前期产品精度要求相对较低,缸孔采用“普通珩磨+测量分级”可满足要求。随着产品精度要求提高,平台珩技术被应用,提高了润滑效果,缩短了磨合期,降低了机油耗。由于排放、油耗进一步加严及效率提升需要,高速珩磨和带工艺缸盖珩磨等新技术得到推广应用。
缸孔工艺链长,分粗镗、半精镗、精镗、粗珩、精珩和平台珩共6个工步,使用高速珩替代精镗与粗珩后,缩短了工艺链,效率高,制造成本降低。发动机的缸孔珩磨精度对比如表3所示。
发动机装配后,受拧紧力影响,缸孔发生微量变形,为解决这一问题,在缸孔珩磨前模拟发动机装配状态安装工艺缸盖,确保了产品对发动机装配后的缸孔形状要求。
(4)曲轴孔加工
前期曲轴孔采用镗削、珩磨工艺;随着珩磨的发展,铰珩替代了普通珩磨,效率高、质量稳定。铸铝缸体出现后,以镗代珩工艺因质量稳定、效率高和成本低而得到推广应用。但铸铁缸体以镗代珩加工成本较高,刀具消耗为镗削、铰珩工艺的2倍以上。
3.刀具
(1)高速切削的应用
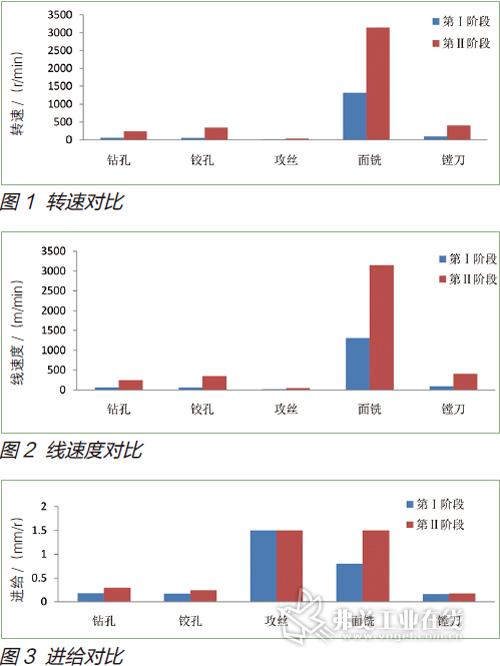
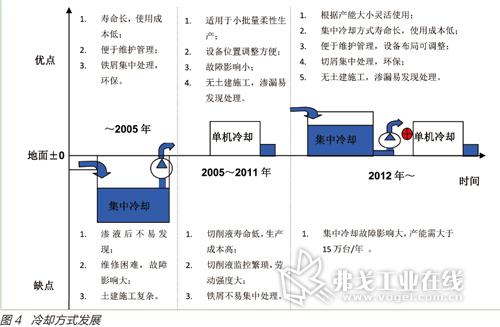
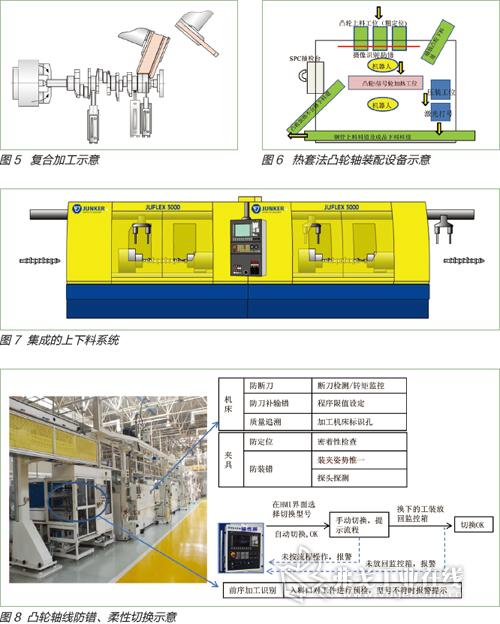
随着刀具材料的发展,PCD、CBN、陶瓷刀片和金属陶瓷刀片等新材料的广泛应用,以及硬质合金及高速钢刀具涂层的出现,高速切削得以快速推广,从而大大提升了生产效率。以铸铝材料加工回顾高速切削的发展见如表4、图1~3所示。
(2)超硬刀具的应用
加工铸铁材料时,CBN、陶瓷和金属陶瓷等超硬刀具材料具有良好的红硬性,在1500℃高温下仍能保持其硬度和良好的切削性能,大大提升了刀具寿命(见表5)。
(3)涂层技术的发展
刀具的切削特点决定了刀具材料要具备以下性能:硬度高、耐磨性好、韧性好和耐冲击。但这些需求是相互矛盾的,刀具涂层工艺的出现,很好地解决了这些问题,即在韧性良好的硬质合金或高速钢基体上增加耐磨涂层,从而提高刀具寿命。
目前常用的涂层材料有TiN、 TiC、TiCN和TiAlN等。这些涂层材料在钻头、铰刀、铣刀、镗刀和丝锥等刀具上应用效果良好,例如奇瑞发动机生产线95%的硬质合金刀具都采用了涂层技术,刀具寿命提高20%以上,经济效益明显。另外,涂层技术仍在朝着以下几个方面在不断提升:涂层成份多元化、复合化,厚度纳米化,同时针对不同被加工材料进行了针对性细分。
4.供液方式
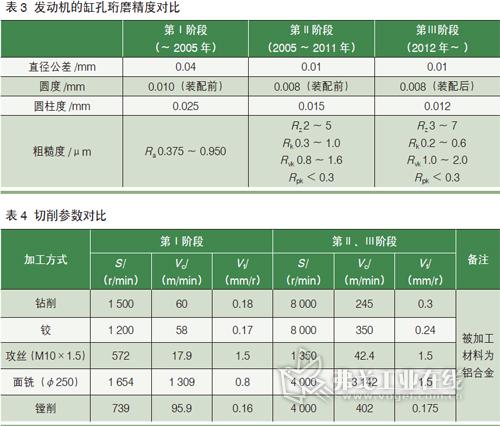
机械加工过程中,为了提高加工质量,通常采用湿式加工,其冷却形式一般分为集中冷却和单机冷却两种类型(见图4)。
目前新型集中冷却系统均放置于地面,废屑采用压块回收,环保、节能、综合使用成本低(见表6)。
生产线形式如表7所示。
曲轴、凸轮轴工艺
在汽车发动机中,曲轴和凸轮轴作为发动机内腔核心零部件,分别承担着发动机动力输出和控制气门的开启与关闭的责任,保证气缸在准确的时间进气和排气,工作环境恶劣,零件加工精度要求高,制造难度大。其工艺发展大致分为以下几个阶段:
1.第Ⅰ阶段(~2005年)
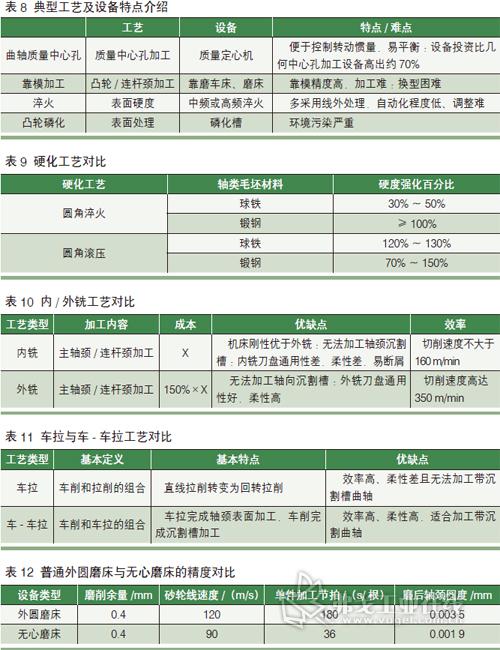
此阶段典型工艺及设备特点:工艺路线长;生产线柔性差,无法适应多品种共线生产。具有代表性的工艺及设备如表8所示。
2.第Ⅱ阶段(2005~2011年)
此阶段毛坯铸造工艺大幅度改善,高速自动化柔性设备广泛使用,加工精度提高。
(1)典型工艺及设备
①圆角滚压 曲轴圆角滚压后疲劳强度提高20%以上。目前设备已实现自动变压滚压,自动校直,配备全过程压力监控系统,可精确控制滚压力,同时实现滚压轮破损监控,生产稳定性和效率大幅度提高,已替代圆角淬火工艺。硬化工艺对比如表9所示。
②曲轴轴颈粗加工 CNC车削、CNC外铣/内铣、车拉和车-车拉工艺被广泛应用到生产线中。内/外铣工艺对比以及车拉与车-车拉工艺对比如表10、表11所示。
目前粗加工主要采用内/外铣和车-车拉组合方式,效率高、柔性好且成本低。
③止推面精车挤光工艺 与磨削工艺相比,提高工件表面强度,一次满足产品精度;挤压过程实现无屑加工,刀具成本低。
④凸轮轴轴颈无心磨削 随着无心磨削技术的进步和CBN砂轮的应用,无心磨削已可以满足精加工精度要求(IT6级甚至更高),实现一次装夹,直接加工成成品,生产效率高。普通外圆磨床与无心磨床的精度对比如表12所示。
⑤凸轮毛坯冷激处理 冷激毛坯的应用节约了热处理工序,生产线更节能环保,废品率下降50%以上。
⑥曲轴在线热处理 随着热处理设备的技术提升,生产线在线热处理已完全取代线外热处理方式。
(2)此阶段工艺存在的问题和困难
①质量控制存在不足,重视最终质量控制,过程质量控制不完善;
②环保节能法规要求趋严,产品结构轻量化后零件刚性变差,加工难度变大;
③曲轴滚压工艺内部滚压参数的设定和优化仍需借助设备厂家力量。
3.第Ⅲ阶段(2012年~)
复合加工工艺及集成上下料系统广泛使用,加工精度和质量得到进一步提高。
(1)典型工艺设备介绍
①复合加工 “一次装夹、磨削”,实现主轴颈磨削和连杆轴颈随动跟踪磨削同步,全过程采用线性光栅和主动在线测量、闭环控制,随动磨削圆度具有补偿功能,磨削轴颈圆度达到0.002mm。图5为复合加工示意图。
②车—车梳工艺 以梳刀取代拉刀,通过微量的径向进给和纵向车削实现高速精加工;刀盘回转数控轴控制简单,加工精度和加工效率高。
③装配式凸轮轴 为实现产品轻量化,柔性化,同时满足可变升程、熄缸等新技术的应用,装配式凸轮轴逐步替代整体式凸轮轴。装配式凸轮轴将原整体式凸轮轴分解成中空钢管、桃片、端件和信号轮独立分装件,重量减轻了25%~46%,改善燃油经济性。但目前装配式凸轮轴压装设备和工艺专利仍然被国外供应商所垄断。装配式凸轮轴工艺如表13所示,热套法凸轮轴装配设备如图6所示。
④集成上下料系统(见图7) 取代传统的滚道输送系统,同时相对珩架式机械手方式节省20%~30%以上的固定投资和占地面积。
(2)质量控制系统
第Ⅱ、Ⅲ阶段随着各项法规的加严,客户对高质量的追求,激烈的国际化竞争,整个制造行业在质量控制方面的投入大幅增加,质量监控和防错方面的投入占总投入的25%以上。
①在线质量控制 关键尺寸加工配备主动量仪,实现100%跟踪测量和补偿,整线配备全套抽检测量设备,测量设备精度高,Cg/Cgk≥2.0、MSA≤20%。
②防错技术的应用 随着柔性多品种生产方式普及,多样化的防错技术也得到了提升和完善,机械防错、程序防错和视频对比防错等技术被充分融合到生产线当中。图8所示为凸轮轴线防错、柔性切换示意图。
③质量追溯 应用2D码追溯系统,工件上线打2D码,带身份证在生产线各工位流转,质量数据通过2D码一一对应存储,直至传递至装配终端,为质量改进和问题分析提供完整的数据支撑。

(3)此阶段工艺存在的问题和困难
①制造降本压力大 虽然设备和工艺先进性大幅度提升,但产品精度的提高和投资的增加带来整体成本上升,如何在提升质量的前提下进行技术降本是这个阶段的重大课题;
②部分关键技术被国外垄断 装配式凸轮轴是一次工艺技术革新,但国内零部件质量还无法满足技术要求,工装设备依赖进口,限制了进一步的技术提升;
③曲轴结构轻量化,制造难度大 整体铸造曲轴重量大,轻量化中空曲轴已成为一种发展方向,工艺难度进一步提高。
(4)未来发展趋势
①复合加工将在未来实现粗、精加工多道工序高度集成,实现高效率、高精度和高柔性;
②过程质量控制越来越被重视,质量控制点前移;
③新结构和新材料的应用。

连杆工艺
连杆作为传递动力的重要运动部件,它的小头随活塞作往复运动,大头随曲轴作回转运动,杆身在大小头运动的合成下作摆动。所以连杆除承受周期性变化的气体冲击外,还要承受较大的惯性力,要求连杆耐疲劳、抗冲击,并具有足够的强度、刚度及较好的韧性。
1.工艺特点
连杆结构简单、刚性差,夹紧及加工时易变形,装配时对重量有特殊要求,加工精度要求高。
2.连杆工艺发展
纵观连杆加工工艺的发展历程,主要围绕连杆材料及连杆体/盖分离工艺演变(见表14)。
3.连杆工艺发展各阶段介绍
(1)第Ⅰ阶段(~2005年)
多采用合金材料,整体式拉断工艺或分体式的毛坯,生产线主要为半自动专机线。
①工艺流程 毛坯上料—粗磨两端面—粗拉两侧面和螺栓座面—拉断—粗拉体/盖半圆孔、精拉体/盖两侧面、拉体/盖接合面—钻铰小头孔—钻铰连杆盖螺栓安装孔、钻铰定位销孔、铣瓦槽,钻铰连杆体螺栓孔、钻铰定位销孔、铣瓦槽和钻大头喷油孔—精磨接合面—清洗—装配定位销—连杆体/盖合装—精磨两端面—半精镗大头孔—称重、去重—精镗大小头孔—珩磨大小头孔—清洗—最终综合测量。
②典型工艺及设备
连杆体/盖分离加工:多采用分体式毛坯或整体式毛坯(拉断/铣断)。对于整体式毛坯,多采用坦克拉床,同时拉削多个工件完成连杆体/盖分离。其特点是:加工效率高,占地面积小,但柔性差。
连杆体/盖合装前的加工:为保证连杆体/盖合装精度,需分别先对连杆体/盖结合面、结合面定位销孔和螺纹孔系等进行粗、精加工,多采用多工位组合专机自动线。
大/小头孔的精加工:多采用精镗+普通珩磨。精镗多采用回转工作台式专用镗床,一次进给同步完成大/小头孔精镗,连杆中心距及孔径质量稳定,效率高,但柔性差。
两端面加工:多采用回转式多轴立式平面磨床,一次磨削一个端面;多工位分层切入磨削,合理分配磨削余量;对大/小端不等高连杆,增加专用工位,加工效率及柔性较高。
重量控制:毛坯重量一致性差,需进行重量平衡并分组。

③此阶段工艺存在的问题和难点
工艺复杂:加工易导致结合面倾斜;加工余量大,分段多次加工,工艺过程长,设备复杂,重复定位精度低,加工成本高。
占地大、投资高:生产线设备数量多,占地大,投资高。
(2)第Ⅱ阶段(2005~2011年)
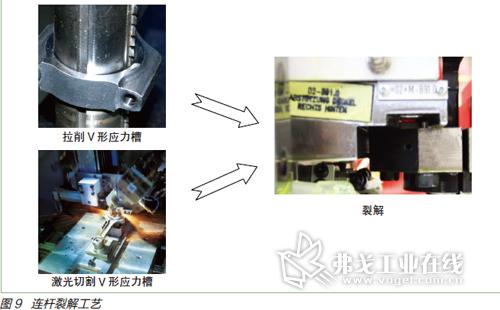
采用高碳钢(多用C70S6BY材质)或粉末冶金,激光切割应力槽或拉削应力槽,采用裂解工艺分离连杆体/盖,生产线多为数控柔性专机自动线。
①工艺流程
粗磨两端面—粗镗大小头孔、钻攻螺纹孔和铣两侧面—激光切割、裂解、拧螺栓和压衬套—精磨两端面—半精镗大头孔、铣瓦槽、小头减薄和铣斜面—称重、去重—精镗大小头孔—清洗—最终综合测量。
②典型工艺及设备
连杆体/盖分离加工:采用自动化多工位组合专机进行应力槽切割、裂解加工,并同步完成连杆体/盖合装,衬套压装精整,效率高,质量稳定。利用分离面上的三维凹凸曲面形态,将连杆体/盖精确啮合,啮合精度达0.02mm以内。
裂解工艺取代了传统加工方法中连杆体/盖结合面复杂的机械加工(见图9),简化了连杆的结构设计及整体加工工艺,在提升生产效率、降低成本及投资上效果显著。据设备供应商及用户的实际应用,采用裂解工艺可减少连杆加工工序约60%,设备投资节约30%~40%,刀具成本降低约30%,能源消耗降低约40%,面积节省约60%。
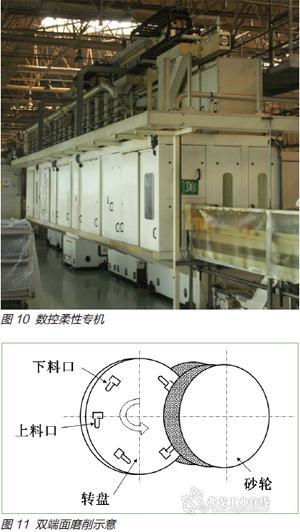
连杆体/盖合装前的加工:采用裂解工艺,取消了结合面加工,只需在连杆体/盖合装前完成螺纹孔系加工即可。螺纹孔系加工多采用数控柔性专机(见图10)。
大/小头孔精加工:大/小头孔采用精镗工艺加工至成品,替代传统珩磨工艺,以镗代珩,加工成本低,效率高。其与精镗、珩磨工艺对比如表15所示。
两端面加工:采用双端面同步磨削工艺(见图11),工件一次进给,同步磨削两端面,生产效率高,质量稳定。
③此阶段工艺存在的问题和难点
裂解报废率高:裂解工艺对毛坯材料要求极高,国产毛坯质量稳定性差。此外,应力槽加工,早期采用拉削,受刀具磨损及装夹精度影响较大,加工稳定性差;后期虽然采用激光切割工艺,但激光设备维护成本高。
以镗代珩调刀困难、刀具磨损快、尺寸稳定性相对珩磨工艺低。
(3)第Ⅲ阶段(2012年~)
粉末冶金连杆毛坯被广泛应用,尤其预埋应力槽工艺进一步简化了连杆加工流程,设备柔性化更强,多轴加工中心逐步替代柔性专机。
①工艺流程
半精镗及精镗小头底孔、钻攻螺纹孔—裂解、螺栓拧紧和压衬套—磨两端面及小端斜面—精镗大小头孔,铣瓦槽—珩磨大小头孔—清洗—最终综合测量。
②典型工艺及设备
连杆体/盖的分离加工:对预埋应力槽粉冶毛坯直接进行裂解,设备结构形式与第Ⅱ阶段类似,但因取消应力槽加工工位,设备更简化。
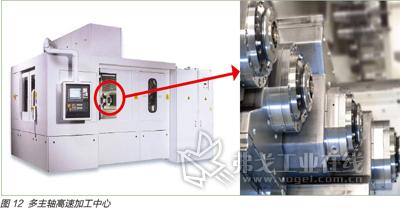
连杆体/盖合装前的加工:合盖前的孔系加工,采用多主轴卧式加工中心(见图12),工件一次装夹完成大/小头孔、螺纹孔系及油道孔加工,工序集中,设备柔性强。
大/小头孔精加工:以镗代珩成本优势明显,但调刀困难,加工长期稳定性差。随着发动机对连杆要求的提高,采用精镗+铰珩工艺更能有效保证产品精度要求。
③此阶段工艺存在的问题和难点
毛坯成形工艺要求高,资源稀少,被国外供应商垄断。
4.未来发展趋势
(1)新结构和新材料的应用
随着现代高性能发动机的需求,连杆朝着轻量化、高强度和高精度方向发展,短连杆结构、高强度纤维连杆及铝合金连杆将成为趋势。
(2)生产线柔性化
随着市场需求的日益变化,生产线更加柔性化,工序高度集成化,实现多品种、小批量、高效率和高精度加工。
装配 、试验线工艺
发动机装配和试验是发动机制造工艺过程中的重要组成部分,也是最后一环,在保证产品质量和提高产品竞争力方面有着重要的作用。
发动机装配线是一个按照一定顺序装配的流水线工艺过程,各工位间进行连续不间断生产。在发动机装配过程中,由于装配零部件的多样性及产品技术要求不同导致工艺繁琐,装配过程控制必须具备高可靠性和一定的灵敏度。发动机装配完成后,为了保证和评价其质量,还需进行发动机试验测试,并且作为交付使用的最后工序,试验显得尤为重要。
纵观国内发动机装配试验线数十年来的发展,大致有三个阶段:品种单一,大批量生产;多品种共线生产;信息化混流生产。
1.各阶段工艺发展概述
(1)各阶段特点
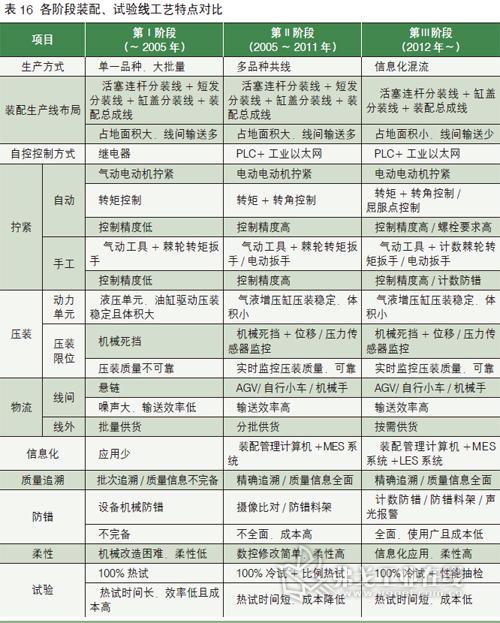
装配试验工艺发展的趋势,与产品技术的更新换代、自动化控制水平和机电一体化的飞速发展息息相关,详见表16。
(2)冷试技术的应用
从21世纪初,冷试技术由于其比较显著的优点,在国内开始得到应用,并从第Ⅱ阶段开始,逐步被推广。
①冷试优点 装配过程中缺陷发现提前,减少返工返修成本,预防发动异常损坏,降低缺陷造成的连带损失;为维修人员提供更多缺陷信息;可以“学会”检测新的缺陷;不需要燃油供给、冷却和排气系统;测试节拍短、效率高;定义精确、低风险且已经过验证。
②冷试缺点 不能测试未安装部件的状态;不能测试发动机输出功率;未点火,测试结果和发动机使用状态不完全一致,部分问题得不到发现;对测试技术人员要求较高,对零部件一致性要求高。
③冷试和热试的关系
基于冷试技术特点,投产初期冷试和热试采用100%测试,过程逐渐稳定后,逐步降低热试比例,最终控制在5%左右。冷试不能完全替代热试,是对热试的完善和补充。
2.未来发展趋势
传统的单一品种大批量生产工艺方式已不符合当前发展趋势,多品种、小批量、柔性化、自动化、数字化、智能化和模块化是未来的发展方向。通过工序电子看板目视化和防错手段的全面应用,在装配前和过程中进行预防、控制,试验和测试仅仅作为一种验证手段。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖