柔性自动化技术在缸孔珩磨机床上的应用
缸孔平台珩磨技术作为内燃机缸孔或缸套精加工的一种新工艺引入国内发动机制造行业并得到了广泛的应用。随着市场对柔性自动化的需求,柔性自动化技术在珩磨设备上会得到进一步推广。
近年来, 汽车工业的发展为迎合人们个性化需求,汽车变型品种日益增多,以多品种展开竞争已成为汽车市场竞争的特点之一。为适应多品种生产需求,高度柔性自动化已成为汽车工业中机械加工设备的必然发展趋势。本文旨在通过对缸孔平台珩磨机床的介绍,浅析柔性自动化技术在珩磨设备上的应用。
平台珩磨技术
缸孔平台珩磨技术作为内燃机缸孔或缸套精加工的一种新工艺,可在缸孔或缸套表面形成一种特殊的网纹结构,这种结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成。这种表面结构具有以下优点:良好的表面耐磨性、良好的油膜储存性以及可使用低摩擦力的活塞环、降低机油消耗和减少磨合时间等。

在平台珩磨技术推广的同时,根据汽车行业的多品种发展的需要,珩磨设备作为独立的自动化加工单元,应有更大的柔性来满足市场的需求,从而适应多品种生产或后期未知品种的生产。
平台珩磨设备的柔性自动化技术应用
奇瑞汽车股份有限公司于2011年末引进了德国NAGEL冲程式双主轴自动缸孔曲轴孔珩磨机(见图1),该设备能够满足三缸柴油机和四缸汽油机的缸孔珩磨功能,具有高效率、高柔性、体积小以及零切换等特点。
此设备在以下几个方面较好地体现了柔性自动化技术的应用:工件冲洗、缸孔预检、机械手工件输送、转台式定位装夹、冲程式缸孔珩磨、跟踪测量及锥度补偿功能、工件翻转倒水、自动换刀以及不合格件剔除功能。
下面针对该设备的柔性自动化技术的运用并结合珩磨技术的发展,分别从几个重点方面进行简要分析。
1.缸孔预检
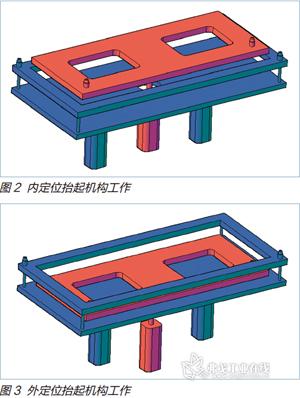
缸孔预检目的在于防止过小直径缸孔的工件流入加工工位,导致撞刀或卡刀等故障现象的发生。该工位为实现具备多品种缸体缸孔预检功能,将其工件定位装置进行共用设计。
如图2、图3所示,该装置分别采用两套定位抬起气缸组合重叠,工件切换时只需通过换向阀切换气缸气路便可以达到分别控制的功能,便可巧妙地解决共用问题。
2.工件输送
传统珩磨机的工件输送方式一般为辊道式和抬起步进式两种结构,但这两种方式均会产生工件划伤、磕碰和改型困难等问题。我们使用的设备采用机械手抓取输送方式,便轻松解决了以上问题,且通过机械手夹爪的设计可以达到无需切换即可多品种抓取的目的。同时,机械手装夹工件还具有准确定位、传送速度快、放置位置可调以及柔性化功能(如工件反转或旋转)等优点,大大满足了设备柔性自动化生产的需求。

3.交换式工作台
交换式工作台在加工中心上是最为常见的结构和较重要的组成部分,其优点在于避免工件频繁定位造成磕碰,消除了上下料等待时间,更重要的是可以根据生产需求布置多个不同机型的定位夹具,方便多品种快速切换加工。此台设备突出的特点就是大胆地在珩磨加工工位采用了在加工中心上普遍使用的交换式工作台,可以轻松实现多品种的零切换生产。我们将此台珩磨机与普通单一品种珩磨机分别在效率、成本以及质量控制等方面做了对比,具体如表所示,通过比较可见其具备较高的可投资性。
如图4所示,该交换式工作台有4个定位夹具布置空间,同轴夹具为相同机型,工作台通过伺服电动机控制旋转角度的准确性,当转台旋转180°,相当于同时上下料。另外一个垂直轴上可布置为其他机型夹具,也可作为后期扩充机型备用夹具布置空间。

4.自动换刀
自动换刀技术在加工中心上也被普遍应用,目的在于实现在同一台设备上满足不同的加工工艺需求,且大大提高了生产效率。珩磨机上实现自动更换珩磨头的功能,要求不同机型的珩磨头具备相同的连接接头,换刀步骤和珩磨头校零较为复杂。
作为一项先进技术,国内珩磨设备具备自动更换珩磨头功能的较少,早期专用的单一品种珩磨设备无需此功能,但随着珩磨机柔性自动化程度的提高和实现多品种生产的需求,将自动换刀技术应用在珩磨机床上也是今后发展的一个必然趋势。

5.缸孔珩磨轴
缸孔珩磨轴是珩磨机的核心部位,也是满足多品种生产柔性自动化要求最高的一个机构。为实现多品种生产,该机构至少需要具备能够调整缸心距和调整珩磨行程的功能。
该珩磨机为双主轴同步珩磨设备,如图5所示,其一轴为粗珩珩磨,二轴为精珩珩磨和平台珩磨,且在同一工位实现。但不同的机型其缸孔中心距离也不同,这就要求珩磨机具备自动调整主轴间距的功能。该设备通过前期缸心距参数设定,通过程序控制伺服电动机,只需在操作面板上勾选相应程序,便能实现切换缸心距的目的。
不同的机型缸体高度、缸孔行程及缸孔网纹夹角都有很大的差异,仅仅通过微调无法实现多品种生产。这就要求柔性自动化的珩磨机具备较大的往复行程空间。该设备同样具备设定行程上下限的功能,切换简单、快速,且无需硬件上的切换。
6.质量控制和分析
对于一台自动化设备而言,具备高柔性不仅仅局限于可实现多品种生产上,能够集成质量控制和质量分析于一体更是柔性自动化的体现。在质量控制上,该柔性自动化珩磨机床应具备跟踪测量和锥度补偿功能。珩磨头既是珩磨刀具也是检测测头,在珩磨的同时自动监控缸孔形状变化,通过补偿功能达到自动修整的目的。在质量分析上,可以通过设备自动采集和分析缸孔直径数据(缸孔表面参数无法实现),以达到实时监控设备加工能力的目的。
结语
高度柔性自动化已成为汽车工业中机械加工设备的必然发展趋势,即使我们不看整条生产线,仅仅是从珩磨加工单元来透视这一现象,也足以充分佐证。
十多年前,缸孔平台珩磨技术作为内燃机缸孔或缸套精加工的一种新工艺,引入国内发动机制造行业并得到了广泛的应用。随着市场对柔性自动化的需求,柔性自动化技术在珩磨设备上肯定会得到推广。同时,第四代珩磨技术——激光珩磨也会被引入,它是通过数控系统控制激光加工头灵活地按照用户所要求的表面结构进行加工,缸孔表面更加规则、理想,应用前景广阔。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖