驾驶室后支架装配的尺寸链分析
商用车驾驶室后支架的装配质量涉及的影响因素较多,本文针对D530系列部分车型驾驶室后支架装配困难问题,介绍了驾驶室后支架装配现状,并结合装配尺寸链进行分析计算,通过优化改善尺寸链公差,降低了驾驶室后支架装配风险,提高了整车装配执行率。
D530系列车型是东风商用车公司的战略性项目之一,其发动机后悬置支架多为冲压件。由于部分车型该处空间限制,在整车装配驾驶室后支架时,驾驶室支架装配用螺母需预先焊接在发动机后悬置支架上。在现场装配过程中,经常出现驾驶室后支架螺栓装配困难问题。同时,该问题涉及车型较多,也成为D530车型项目中亟待解决的问题。
驾驶室后支架装配现状
1.驾驶室后支架结构及装配方式
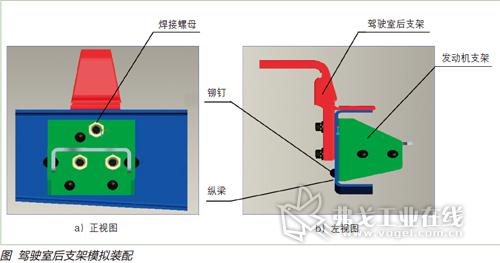
驾驶室后支架为铸件材料,腹翼面连接结构,腹面通过螺栓与车架主副梁、发动机后悬置支架及焊接螺母进行连接,翼面通过螺栓与车架纵梁翼面进行连接。整车装配线现场进行螺栓装配时,先紧固腹面螺栓,后紧固翼面螺栓,实现驾驶室后支架与车架总成的装配,驾驶室后支架模拟装配如图所示。
2.驾驶室后支架装配涉及的加工工艺流程
在驾驶室后支架装配过程中,涉及到的加工工艺流程如下:发动机后悬置支架焊螺母→发动机后悬置支架总成与纵梁装配→驾驶室后支架装配。
3.存在的问题
由于驾驶室后支架装配涉及公差因素较多,且涉及装配尺寸链核算问题,要实现驾驶室后支架顺利装配,存在一定难度。同时,在驾驶室后支架现场装配中发现,由于发动机后悬置支架焊接螺母与驾驶室后支架螺母孔位同轴度超差,螺栓经常出现装入困难或无法装入等问题。
4.驾驶室后支架装配后工程数据
通过对驾驶室后支架装配不良情况进行调查,连续4个月的平均后工程不良率达15.5%,严重影响了整车装配执行率。

尺寸链分析与探讨
1.尺寸链原理
尺寸链是在零件加工或机器装配过程中,由相互联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组,组成尺寸链的各个尺寸称为尺寸链的环。其中,在装配或加工过程最终被间接保证精度的尺寸称为封闭环,其余尺寸称为组成环。
2.尺寸链风险分析
通过对驾驶室后支架装配关系所涉及到的现有公差进行分析,并结合尺寸链工具进行驾驶室后支架装配风险理论分析,涉及的尺寸链组成环共计9个,具体如表所示。
由于各组成环制造均是在同等条件下加工,组成环的加工公差均符合正态分布,同时根据正态随机变量的线性函数定理可知,封闭环的公差也相应符合正态分布,本例中封闭环的目标公差为1(φ17孔装配M16螺栓)。
散差(6σo)与公差带(IT)之间的关系:IT=散差×1.33。
封闭环散差:6σo封=  ,i=9可知,
,i=9可知,
6σo封=1.56
要计算风险值,可先计算出在目标散差范围内的概率,根据标准正态分布函数公式:
P(x1<x<x2)=
其中:μ=0,x1=–0.5/1.33=–0.376,x2=0.5/1.33=0.376,σ=6σo封/6=0.26。
经计算,P(x1<x<x2)=P(–0.376<x<0.376)=0.8502
存在装配干涉的风险为:(1–0.8502)×100%=14.98%,与实际后工程不良数据15.5%基本相符。
3.尺寸链的优化与改善
要解决装配风险问题,主要有三个途径:
(1)通过减少尺寸链组成环数量,从而减低封闭环尺寸公差;
(2)降低单一尺寸链组成环的公差值,从而减低封闭环尺寸公差;
(3)加大封闭环目标公差,从而降低装配干涉风险。
在不影响整车性能同时遵循经济性原则基础上,我们对尺寸链每一组成环及封闭环进行了分析,开展了如下优化和改善:
车架纵梁与发动机支架及驾驶室后支架连接孔仅为过孔,通过将纵梁孔径加大2mm,减少组成环8;
提高螺母与发动机支架点焊定位夹具精度,将组成环4的公差降至0.2mm;
发动机支架与纵梁铆接时,驾驶室后支架孔采用台阶式定位辅具定位,将组成环2的公差降为0.2mm;
其他组成环的公差主要由冲压和机加工工艺公差特性决定,如要降低其公差,将改变加工工艺,从经济性方面不予考虑;
驾驶室后支架为腹翼面连接结构,通过将驾驶室后支架孔径加大1mm,采取先紧固翼面螺栓,再紧固腹面螺栓方式,不影响产品性能,但可使封闭环目标公差提升到2mm。
4.优化与改善后干涉风险的校核
封闭环散差:6σo封=  ,i=8可知,6σo封=1.21
,i=8可知,6σo封=1.21
要计算风险值,可先计算出在目标散差范围内的概率,根据标准正态分布函数公式:
P(x1<x<x2)= 
其中:μ=0,x1=–1/1.33=–0.752,x2=1/1.33=0.752,σ=6σo封/6=0.202。
经计算,P(x1<x<x2)=P(–0.752<x<0.752)=0.999 78,存在装配干涉的风险为(1–0.999 78)×100%=0.022%,考虑实际加工成本,基本满足产品装配要求。
驾驶室后支架装配跟踪验证
根据尺寸链计算及分析结果,通过对组成环和封闭环公差的调整进行了一系列的改善方案及措施,通过方案的实施以及后期驾驶室后支架装配的跟踪验证,驾驶室后支架装配干涉及困难问题基本解决,整车装配直行率得到提高,该类型问题的正常加工情况下的干涉后工程不良率基本为零,与理论分析结果吻合。
结语
商用车设计中,由于装配空间的限制,不可避免地出现一些车架装配的支架类零件需预先焊接螺母的情况,由于该类型结构涉及的加工工艺过程较多,影响因素较复杂,如在前期产品及工艺设计过程中提前进行尺寸链风险分析计算,对各组成、封闭环的各项公差进行细化分析、确定,将会给后续整车顺利装配带来积极影响,提高生产效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖