涂装车间集中输调漆系统的设计
集中输调漆系统向中涂、面漆生产线提供压力稳定、流速流量稳定、温度稳定和搅拌均匀的涂料,以保证优良的涂装防护性、耐久性和装饰性的油漆涂膜,并满足生产线的高节拍、连续性和高品质的生产需求。本文重点阐述了集中输调漆系统的构成及设计。
集中输调漆系统是由各部件以及输送管路构成的管道网络,它不仅能够保证以适当的压力和流量输送涂料,同时还能对涂料的温度等特性进行控制。其主要部件包括:调漆罐、循环罐、输送泵、稳压器、过滤器、调压器和温控系统等。通常工程上将由这些部件和管路构成的一个集中式输调漆装置称为一个模组,每个模组可以有若干个涂料供给出口。该系统运行时,通常由一台转移泵将油漆和稀释剂泵入调漆罐中进行调整,调整好的涂料被同一台转移泵泵入循环罐中,然后输送泵将循环罐中的涂料通过稳压器、过滤器泵入主管道,输送至各枪站点喷涂使用,而剩余涂料通过管道网络返回到循环罐中。由于涂料是在密闭系统中循环,因而避免了外界杂质对涂料的污染,从而保证了输送涂料的洁净度。下面详细介绍集中输调漆系统的设计。
调漆间的设计要求
调漆间作为集中输调漆系统的安装空间,也是油漆输送的源头,对调漆间的位置、洁净度、送排风、温湿度和防静电有一定的要求。这里只是简单介绍一下调漆间的设计要求。
首先,在前期规划时,调漆间选择在离喷漆线相对较近的位置,以便减少输送管网的长度,降低投资成本,同时较少油漆的循环量,也便于换色清洗。
其次,调漆间对洁净度有较高的要求,通常采用全新风送风空调,并对温湿度可以进行控制,保证油漆在工艺要求的温湿度环境下调配和输送,并通过湿度的调整降低静电的产生。
再次,在油漆调配和输送的过程中会有一定的溶剂挥发,要把这些挥发的溶剂排出室外必须要具有良好的送排风系统,一般采用调漆间“上送风、下排风”的送排风方式,换气次数要求一般达到15~30次/h。
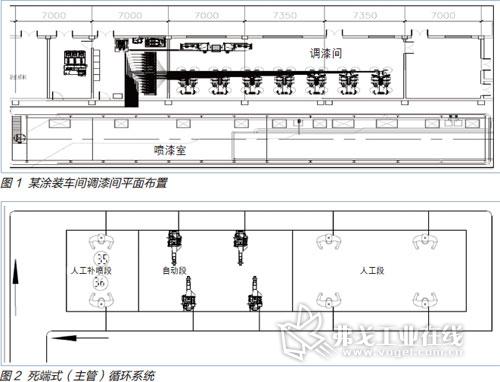
最后,调漆间的防静电至关重要,一般采用环氧树脂或水磨石导电地面,根据业主的投资成本选择。调漆间预留至少一根主导电线(镀锌扁钢或铜排),作为集中输调漆系统的静电释放主接入点。涂装车间调漆间平面布置如图1所示。
油漆循环方式
油漆循环的基本定义是:由多个供给管路组成,设计成相应的管道网络,不仅用来提供油漆到枪站,而且保持和控制油漆的工艺要求特性,为批量生产而设计的一种集中供漆、管道给送到各枪站的工作方式。油漆循环的方式大体分为3种:死端式(主管)循环系统、两线式循环系统和三线式循环系统。
1.死端式(主管)循环系统
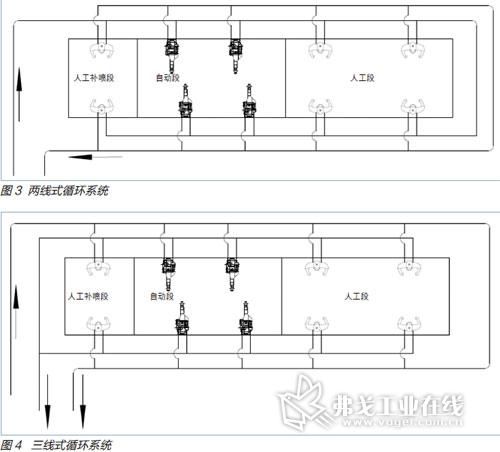
死端式循环(见图2)系统是一个最简单的系统,将油漆从一个中央源供给各枪站,每个出口到枪站的管子均是单根的,主管循环将涂料送至各个枪站,然后回流到调漆间。其优点:设计简单,易于操作,投资较少,且只要较少量的油漆填充系统;其缺点:不太适用于汽车金属漆,对油漆温度的控制比较困难,不易换色,因为每个出口均单独清洗。
2.两线式循环系统
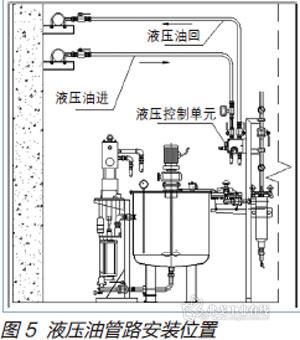
两线式循环系统(见图3)是通过主管的变径来有效控制油漆枪站压力,将油漆从一个中央源供给各枪站,每个出口到枪站的可以循环,主管循环将涂料送至各个枪站,然后经过枪站循环回到调漆间。其优点:主管分为供漆管和回流管,涂料可循环到枪站保证了涂料的良好循环。由于两线循环管路可省去枪站涂料调压器,系统较为简洁,易于换色,同时又节省能源,所以是目前世界汽车业界的主流模式;其缺点:系统一旦形成后不易改变,不能随意增设枪站出口。
3.三线式循环系统
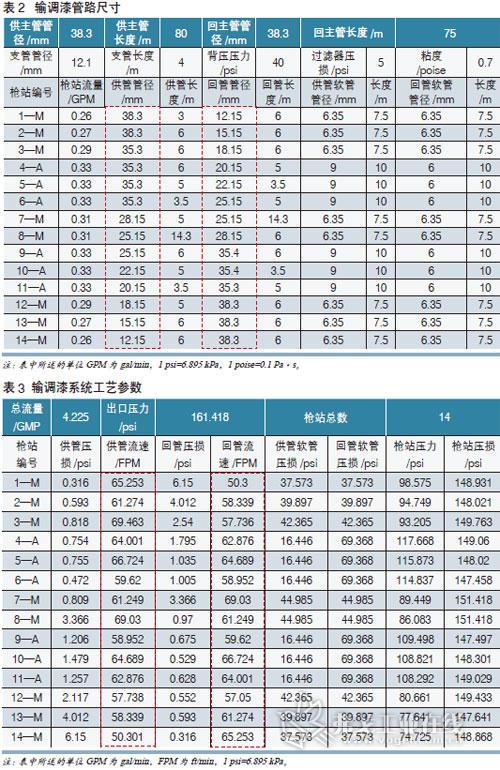
三线式循环系统(见图4)是一个比较复杂的系统,主管分为供漆管和回流管,涂料可循环到枪,每个枪站出口配备单独的调压器可自行调节出口压力。其优点:每个枪站出口压力单独控制,如喷涂工位增加可增设枪站出口;其缺点:设计较为复杂,成本投资大,涂料填充较多。
集中输调漆系统的构成
集中输调漆系统对油漆进行调配搅拌、过滤、稳压和参量调控。增压后,经管路送至各喷涂工位的油漆供给系统。它具有工位参量一致、色差小、操作方便、涂料利用率高、效率高、安全和管理方便等优点,特别适用于多漆种、多工位和大产量连续生产,被广泛应用于汽车等生产领域,为现代化、规模生产所一致采用。一套输调漆系统一般由以下4部分组成。
1.泵模组及涂料控制元件
泵模组及涂料控制元件是集中供漆系统的心脏。它主要包括:
(1)流体处理元件 搅拌器、过滤器、稳压器、调压器和背压器等;
(2)油漆输送泵;
(3)供漆组件 涂料桶(循环桶、调漆桶),液位控制器、自动补漆系统和加料泵等;
(4)动力组件 液压单元、空气过滤器、调压器、油雾器和空打保护器等。
2.油漆输送管网系统
油漆管网系统根据不同涂料性能的要求及枪站的距离,材质和规格都有所不同,下面将详细介绍管网系统的设计。

3.枪站
枪站由多路涂料、溶剂及空气接口组成,含有各种快换接头、阀门、调压器和软管等。喷枪接至枪站相应出口,即可获得涂料、空气等供应,进行喷涂作业。
4.控制系统
可通过触摸屏或工控机的人机界面,对油漆的温度、流量和压力等参数进行调控、监测,有设定、控制、显示、报警和记录等功能,并可将数据经网络上传至中控室。对于控制系统的功能,根据客户的实际需求选定。
集中输调漆系统的设计
上述介绍了集中输调漆系统的安装条件、循环方式以及系统构成。目前主流的两线式油漆循环系统应用较为广泛,下面对一套完整的溶剂型两线式输调漆系统设计做详细介绍。
1.设计输入
在设计系统之前,必须清楚客户的工艺输入数据(见表1),根据客户提供的输入依据,这样才能完成集中输调漆系统的设计。输入数据主要包括:
(1)公用动力 水(冷水、热水或蒸汽)、电和压缩空气;
(2)涂料参数 涂料的密度、粘度、固体份和涂料类型(溶剂型或水性漆);
(3)最大喷涂流量及压力 手工段、自动段和补漆段;
(4)枪站数量及各枪站之间的距离;
(5)车间公用动力、暖通的走向;
(6)调漆间及喷漆室的平面布置图。
2.油漆输送泵的选型
根据表1设计输入的相关内容,确定油漆输送泵的选型。
(1)流量因素对选型的影响 Q=Q1+Q2,其中Q为主泵的工作流量;Q1为循环流量,即涂料在主管中保持60 FT/min的流速时的流量;Q2为所有枪站喷涂流量。
(2)压力因素对选型的影响 p>pG+Δp+p其他,p为主泵的出口压力,pG为喷枪的工作压力,Δp为压力损失,p其他为管路中存在其他方面的压力损失,因此选型时要考虑这方面的因素。根据计算出的流量和主泵输出压力,可以选择适合的主泵。
3.输送管网的设计
整个涂料输送管网是油漆输送的大动脉,优良的管路选择和设计是保证油漆喷涂高品质的保证,管路的制造工艺、材质、链接方式和变径等直接影响油漆循环机喷涂的质量。
(1)管路制造工艺与材质的选择 根据油漆类型的不同,一般情况下,水性漆选择sst316材质,溶剂型油漆选择sst304材质。一定要选择一线大厂并通过质量管理体系认证的公司生产的产品,这样充分保证管路的质量。通常选用冷拔无缝不锈钢管,并经过钝化处理,工作耐压压力至少300pis(1psi=6.895KPa)。
(2)管路的链接方式 循环主管路一般采用卡套或自动氩弧焊链接,或采用卡套加自动氩弧焊方式,即6 m一段卡套链接,6 m一段自动氩弧焊链接,具体根据客户要求选择。
(3)管路的变径设计 根据表1的设计输入,我们对两线式集中输调漆系统输送管网进行设计。确定输调漆管路的尺寸,包括供、回主管和供、回支管,手工段及自动段的供、回软管,具体如表2所示。
从表2中分析得出,除供管管径及回管管径进行变化外,其他输入均无需变动,即在设计开始前必须确定。利用世界最大的流体设备公司——美国GRACO公司开发的管路设计软件进行管路管径输入,即可得到流速、枪站压力、压损等相关数据,如表3所示。
从表3中可以看出,各枪站的流速及压力均满足设计要求。在实际的设计当中,如部分枪站压力或流速不满足要求,我们通过对管路管径的修改进行调整,直到调整到满足相应的流速和压力。系统总流量和模组出口压力同时也计算出来,即确定了油漆输送泵的选型。
4.油漆控温及液压动力系统
(1)油漆控温系统 高品质的油漆输送必须保证恒定的油漆温度,特别是水性漆的施工,对喷涂环境的温湿度及油漆的温度恒定要求更高。通常情况下,喷房温室控制在(23±1)℃/65~75%,油漆温度(23±1)℃。油漆温度的控制通常通过管中管系统进行控制,其原理为:通过冷热水(冷水温度7~12℃,热水温度35~45℃)在管路中的循环与油漆进行换热,冷热水的流量通过PLC控制的比例阀来控制,使之控制比例阀的开度,达到油漆控温的目的。
(2)液压动力系统 因空气柱塞泵噪声大、脉冲大及易结冷凝水逐渐被淘汰,取而代之的为流量大、噪声小、脉冲小及运行稳定的液压柱塞泵。既然是液压电动机作为泵下缸体的驱动装置,那么液压油作为液压电动机的动力源,必须配置一套液压动力系统。在设计方面主要考虑以下几点:
①主泵应采用恒压变量泵,这样可以保证稳定的流量和压力,使液压电动机运行稳定。并且,输调漆系统在检修关闭数套时,也无需调节液压站参数,因多余的流量和压力通过溢流阀及泄压阀排掉,对液压电动机的液压控制单元进行保护,不会造成过压运行。
②应考虑整个液压动力系统15%的余量,便于日后增加输调漆系统使用。Q=Q1+Q1×15%,其中,Q为液压油总流量,Q1为输调漆系统所需液压油流量。
③液压油冷却后温度为30~40℃,冷却源为7~12℃的冷冻水,采用板式或壳式换热器,通过比例阀控制冷水流量。
④液压油循环管路采用死端循环(单线式),因是高压输送(液压油出口压力通常在10MPa左右),须采用高压无缝钢管,主管链接时用高压法兰联接,支管采用活接联接,进出口两头配备维修用高压球阀。
⑤主管路尽量不要铺设在油漆罐的上方,应与油漆罐不在一个平面上,以防维修或管路泄露时液压油滴落在油漆罐上,造成油漆污染(见图5)。
结语
集中式输调漆系统在各大汽车涂装车间已经得到广泛应用,在高节拍、频换色和高品质方面已充分地体现出它的优势。一套优良的集中输调漆系统汇聚了经验丰富的设计师的聪明才智和经验,在现代化的汽车生产中发挥着不可估量的作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖