电泳气泡型缩孔问题的解决
针对新车型电泳后后背门出现气泡性缩孔问题,本文从人、机、料、法、环5个方面进行原因分析,找到了问题所在,同时通过调整电泳槽底部循环喷嘴的方向,解决了后背门缩孔问题。
在汽车涂层中,底漆对汽车防腐起着决定性的作用,电泳涂装作为汽车涂装的标准工艺,在汽车整车厂中得到广泛应用,各公司均有一套成熟的管理模式。但是,随着汽车车型的更新换代,在新车型调试过程中,电泳工艺和白车身结构之间的相互影响,电泳漆膜依然会出现一些弊病,如缩孔、颗粒以及二次流痕等。本文针对新车型调试过程中出现的电泳漆膜气泡型缩孔问题,从气泡型缩孔产生机理、影响因素及解决方法等方面进行分析,找到了问题原因,通过调整电泳槽底部循环喷嘴的方向,解决了后背门缩孔问题。
问题描述
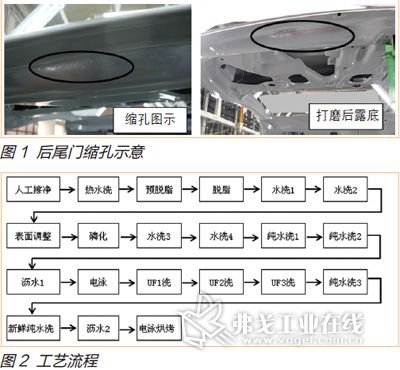
在新车型涂装调试过程中发现,后尾门内板底部电泳烘干后漆膜出现气泡状缩孔痕迹(见图1),具体部位不固定,区域大小也不固定,基本上每辆车都存在此问题。经测量,问题部位电泳膜厚在20mm以上,膜厚正常。因此处为开门可见部位,表面凹凸不平,喷涂面漆后外观差,不能达到涂装质量要求,需要在电泳打磨工位对该缺陷进行打磨处理,但是打磨后破坏电泳涂层,露出钢板底材,不仅增加打磨工作量同时严重影响整车耐腐蚀性。这个问题需要在新车型调试阶段进行解决。
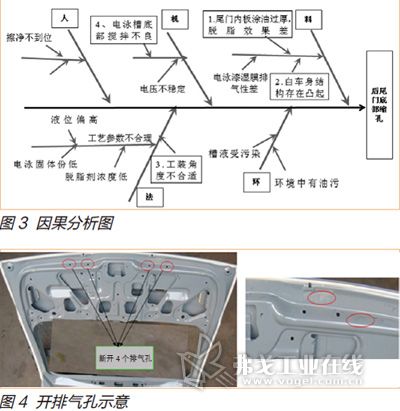
该电泳生产线采用脱脂、表调、磷化、电泳和烘烤的传统工艺, 输送采用摆杆输送方式,车体45°出入槽,工艺流程如2所示。
电泳过程中车身为全浸没后通电,带电出槽,时间约为3.5min,采用三段电压,一段电压为210V,二段电压为280V,三段电压为280V。此工艺与公司其他两条生产线相同。鉴于其他线体上的类似车型没有此现象,因此首先从车型方面着手进行问题分析 。
原因分析及解决方案
针对后尾门缩孔,从人、机、料、法和环5个方面进行原因分析,因果图如图3所示。针对因果图中识别的重要因子进行一一排查。
1. 脱脂效果不良
调试车辆由于在冲压、焊接过程中停留时间较长,为了防止工序间生锈,车体表面油污比正常生产车辆要多,同时由于时间长,油污干涸,对脱脂的除油能力要求也会增加,如果脱脂不彻底,油污粘附在钢板上,电泳时就会形成缩孔。因此在脱脂前分别使用脱脂剂、酒精进行擦拭,经过电泳后仍存在缩孔,情况并未改善;使用400#水砂纸对尾门下部进行打磨,电泳后仍有缩孔。由此推断,缩孔与脱脂效果无关。
2.白车身结构影响
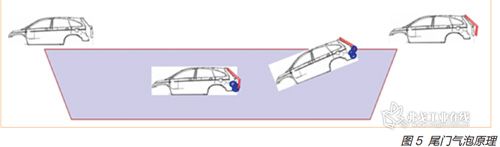
在车辆SE分析过程中,对于凸台位置,当车辆进入到槽液中会包裹一部分气体,电泳时气体将钢板与电泳隔离,导致局部无电泳漆,类似缩孔状 。后尾门该部位有稍微的凸起,不严重,不是SE分析的重点。但为了排除此结构的影响,在后尾门缩孔部位人工打孔进行验证,如图4所示,在后尾门内板开 4个直径为8mm的小孔。共验证2台份,缩孔明显减少,但在左图所示位置有2个缩孔痕迹不能根除。可见,在后尾门内板上开排气孔能改善缩孔问题,但不能彻底根除。
3.调整工装
通过对电泳过程进行跟踪发现,尾门在电泳槽体内不能完全打开,尾门在进入电泳槽体时,其造型将一些气泡(气体)裹在钢板上,同时工装制约尾门的活动空间,使气泡憋在其中无法排出,导致内板不能与电泳漆良好接触,形成气泡型缩孔。其原理如图5所示。
依据上述原理图,如果将尾门在电泳槽中浮起并且能自由活动可以促使气泡排出 ,可能能够解决此缩孔问题。但是由于此条电泳线有顶部阳极结构,如果后尾门浮起,不仅可能会破坏顶部阳极,还有可能因尾门离顶部阳极太近造成电流过大,发生击穿现象。因此调整工装因素不能实施,需要从其他方面来解决气泡溢出问题。
4.改善槽液搅拌
在进行改善槽液搅拌前,我们在实验室进行模拟实验,考察搅拌对气泡性缩孔的影响程度。实验情况如下:
参考后尾门结构,我们将尺寸为150mm×70mm的试板制成“”形状,考察中间水平部位气泡缩孔现象。模拟现场实验条件:施工电压200V,软起动15s,保压180s,电泳时采用不搅拌和强烈搅拌两种。经试验后发现,不搅拌情况下试板再现凹陷缩孔,与现场情况相比,面积小,凹陷浅,现场缩孔露底,实验室缩孔没有露底(见图6) ;强烈搅拌试板无缩孔,漆膜平整。
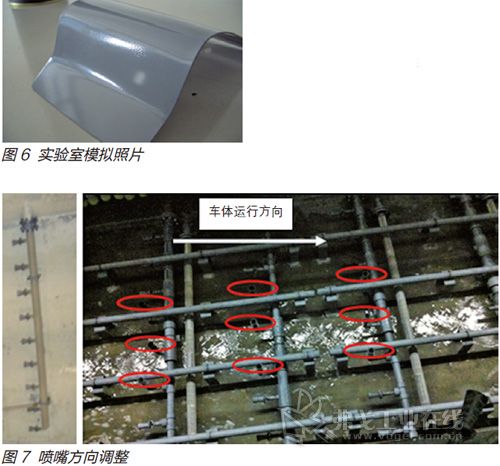
实验结果表明,提升搅拌速度对解决气泡性缩孔有利,于是我们决定对槽液的搅拌进行改善。传统设计中,电泳槽底部入槽端喷淋喷嘴为水平方向,与车体移动方向相逆,这样造成底部循环偏弱。于是我们将槽底部中间部位后背门下方部分喷嘴方向调整为垂直车体方向,借此提高该部位的循环搅拌力度,此次共调整喷嘴18个(见图7)。
通过上述改善后,对白车身进行电泳,烘干后发现后尾门下部缩孔完全消失,效果明显。因此得知其真正的原因是槽液局部搅拌效率低,槽液流速减慢,少量角落中的气泡不能带走,形成气泡型缩孔。
结语
对于传统的电泳槽液来说,往往底部循环比较弱,因此与新车型特殊结构的结合可能产生很多以前未曾遇见过的问题,需要我们不断总结,对线体设计和工艺标准提出要求,在工艺规划时实现。该问题改善后,我们明确电泳底部循环喷嘴采用局部喷嘴不同角度的工艺规范要求,提高底部及平面部分的搅拌,对以后新线体的设计提供依据,避免出现类似问题。因此对于新车型调试过程中出现的缩孔要从多方面进行分析,从车体局部特征结构出发,判断是由于表面张力不同引起的缩孔还是由于气体排出不尽产生的气泡性缩孔,针对原因制订对策,才能有效解决问题。
随着汽车工业的发展,涂装新车型推陈出新,设备和工艺必须满足车型的要求,保证车型涂装质量的达成。对于涂装电泳来说,虽然工艺和设备选型大同小异,但是与车型结构相结合后,可能会出现不同的问题,这就需要涂装工艺设计人员广开思路,对标国内外先进技术,同时将出现的问题进行总结,解决方法标准化,避免由于设备问题造成涂装质量问题,为保证汽车设计质量打下基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖