激光焊接技术在白车身制造中的应用
本文介绍了几种典型的激光焊接技术如激光钎焊、激光复合焊和激光熔焊的特点,并重点分析了激光填丝熔焊技术在江淮汽车星锐车型中的应用。
为满足安全、环保和节能等指标要求,实现焊接产品制造的自动化、柔性化与智能化,各知名汽车公司在车身制造中大量应用激光焊接技术,以保证产品质量和技术先进性,以求在日益激烈的竞争中立于不败之地。江淮汽车星锐车型采用的激光填丝熔焊技术开创了国内自主品牌激光技术应用的先河,本文对此进行了详细介绍。
典型激光焊接技术
激光焊接主要用于车身框架结构的焊接,如顶盖与侧围的连接,以及汽车地板与纵、横梁的连接。激光钎焊、激光复合焊和激光熔焊是白车身制造领域几种常用的激光焊接技术。
1.激光钎焊技术
激光钎焊利用熔点比母材低的材料作填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接,多用于轿车顶盖及行李箱等处的焊接。激光钎焊工艺应用于焊接,不仅能使产品更加美观,还提高了密封性、提升了整车的安全性能。
顶盖激光钎焊的定位工装(见图1)采用的是琴键式车身压紧工装结构,包括夹具基架及基架两侧连接的压头,其压头包含多个可调小压头,在基架的侧面间隔排列成琴键式压紧机构,可调整每个可调小压头的压力。每个压头的形面与车身顶盖的形面匹配,保证每个压块都能很好地与车身顶盖贴合,以保证激光送丝焊接时,车身顶盖和侧围焊接处缝隙均小于0.3mm,可以更好地保证焊接质量及焊接外观。

图1 顶盖激光钎焊工装
2.激光复合焊接技术
激光复合焊接主要指激光与TIG或MIG电弧复合焊接。在这种工艺中,激光和电弧相互作用、取长补短。激光复合焊的优点是焊缝熔深大、焊接速度快、热输入低且焊缝强度高。整个系统的生产过程稳定性好,设备可用性好,焊缝准备工作量和焊接后焊缝处理工作量小,焊接生产工时短、费用低且生产效率高。
一汽大众车身顶盖与侧围的连接都采用激光-MIG复合焊。由于激光-MIG复合焊具有较好的电弧稳定性和填充性能,焊缝表面光滑,具有较高的强度和塑性,一般表面无需PVC涂层,可直接作为裸露表面使用。由于焊缝为连续密封焊缝,因而对整车的车身刚性、密封性和防止内部噪声的产生等方面均具有积极作用。
3.激光熔焊技术
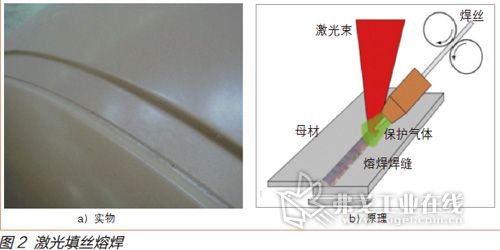
(1)激光填丝熔焊 激光填丝熔焊(见图2)是以激光为热源,在两板件角接处,各熔化两板件部分母材(同时熔化附件焊丝填充两板件角接处),使其成为液态金属,待其冷却后,形成可靠连接的一种焊接方法。激光焊接的过程中,送丝机构驱动填充焊丝以一定角度向焊接区激光束的焦斑位置输入。焊丝一部分被激光束直接照射熔化;一部分由激光诱导的等离子体加热熔化。熔化的焊丝和母材一起形成熔池。
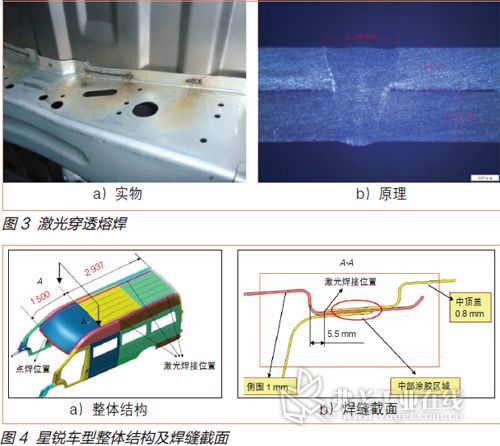
(2)激光穿透熔焊 激光穿透熔焊(见图3)属于激光熔焊的一种,它是以激光为热源,当两板件搭接时,将上部板件熔透,同时熔化部分下部板件,使两部分金属成为液态金属,冷却后形成稳定连接的一种焊接方法,多用于汽车地板与纵、横梁的连接以及侧围部分的连接。
激光焊接技术在M209白车身上的应用
江淮汽车响应国家产能优化、制造工艺先进化和柔性化的号召,在星锐系列车型侧围与顶盖的焊接中采用了激光填丝熔焊,在满足产品高端定位需求的同时也提升了品牌竞争力;同时采用激光焊接工艺可以克服原有焊接工艺的不足,满足盲窗车型的焊接工艺需求。
1.激光焊接方法确定
首先要结合产品本身的结构及激光焊接的特点来确定星锐车型的激光焊接方法。
星锐车型整体结构及焊缝截面如图4所示,对顶盖和左、右侧侧围进行激光焊接,整体焊接长度接近9m。顶盖由前、后两块组成,整条焊缝的结构有差异,因此需要进行多段焊接。从焊缝横截面截图可以看出,激光焊接位置位于顶盖与侧围的搭接处,而搭接重叠部分的中部有涂胶层。中顶盖与侧围为厚度为0.8mm和1.0mm的薄板,强度为280MPa,易变形。
几种典型激光焊接技术对焊缝的间隙、焊接位置以及定位精度要求都不同,获得的焊缝强度也有差异,详细对比如表所示。其中,激光钎焊和激光穿透熔焊两种方法对焊缝间隙要求较高;激光穿透熔焊对焊缝定位精度要求较低,但是若中部有涂胶层,容易产生气孔等缺陷;焊缝强度除了激光钎焊较低,其余3种焊接方法的焊缝强度均能达到母材的90%以上。由于星锐白车身的装配精度为0~0.5mm,且中部有涂胶层,最终确定采用激光填丝熔焊工艺。

2.激光焊接精度保证措施
星锐车型顶盖长度接近9m,为双侧焊接,每侧焊缝分为4段,每段焊缝结构有差异,焊缝属于大尺寸、长行程和薄板结构件的焊接,在焊接工艺上存在难以控制间隙尺寸、易产生热变形等难点。总体来说,激光填丝熔焊工艺的精度保证措施主要有以下几点:
(1)大尺寸、长行程和薄板结构件的焊缝间隙控制
冲压件精度尤其是重要搭接面的精度是激光焊接质量能否达到基本要求的关键,江淮汽车原有的冲压件精度无法满足激光焊接要求,顶盖及侧围外板件搭接面公差仅达到常规公差要求(±0.5mm),导致焊接缺陷和废品率增高。据此,根据公差分配原则,对顶盖前后段及侧围外板前后段都做了特殊要求,即面差一致性≥0.5mm/100mm,并通过调整模具成形工序提高面差精度。
为了保证激光焊精度,必须通过工装夹具控制白车身及分总成精度。首先要确保顶盖单件、顶盖分总成、顶盖上件工位及顶盖焊接工位的模、夹、检具关键控制点的统一。同时对顶盖焊接工位的工装也提出了较高要求,顶盖焊接工位采用定位一体化工装保证车身骨架的尺寸精度,该工装具有柔性化强、定位精度高及结构简单的特点,可轻松实现多种车型定位工装的集成。定位一体化工装将车身工装分为左侧和右侧两个部分,同时左侧和右侧各有上部定位夹紧和下部定位夹紧。上部定位夹紧主要保证车身骨架上部精度,即与顶盖搭接处的精度,下部定位夹紧主要保证车身与地板搭接处的精度,通过这些定位夹紧装置可以保证车身骨架的X向和Z向精度,Y向精度主要靠Y向滑移机构保证,其重复定位精度可以达到0.1mm。顶盖焊接工位定位一体化工装效果如图5所示。

激光焊接头配备了自适应滚压轮单元,滚压轮(见图6)最大压力为400N,由驱动部分、电气控制、直线轴、滚压轮安装支架、滚轮、碰撞传感器和安装支架等部分组成。滚压轮压力可调,能满足不同焊段不同刚性下对于焊缝间隙的控制。激光焊接由于聚焦光斑尺寸小、焊缝窄,对工件间隙控制精度要求高。压轮根据表面状态自适应调节,保证压紧力一致,从而满足激光对于焊接间隙的精度要求。
(2)大尺寸、长行程和薄板结构件的焊接热变形控制
为防止激光焊接时,顶盖与侧围搭接处焊缝热变形,造成搭接错位,导致叠料及漏焊等焊接缺陷,焊接顺序设计为一侧交错断续焊,单侧焊缝分为5段,第2段焊缝较长且圆弧面大,为防止焊接变形,先焊接直线部分再返回焊接弧面部分,焊接方向为由前到后依次焊接(见图7)。焊接完成后,在调整线补焊及打磨工位对激光焊工位未焊接处进行补焊,并对局部焊接缺陷进行修复及打磨处理。

(3)长行程、曲线和多段焊缝的定位
在焊缝上,设计选取四个基准点,根据标准车身和基准点偏移定义当前焊缝的准确位置,使用Servo-Robot激光扫描跟踪仪进行焊缝校正。该系统通过扫描焊缝,取得焊缝相对于标准车身的偏差值,与机器人通信,校正机器人轨迹,使焊接系统能更好地适应车身的误差。
3.应用成果
江淮星锐车型顶盖激光填丝熔焊技术的应用开创了自主品牌激光焊接技术应用的先河,在保证焊接质量的同时,我们对其焊接工艺体系及其自动化集成系统进行了深入的研究,可以有效地指导后期车型的激光焊接技术的应用。
(1)激光填丝熔焊焊接工艺研究
采用试板进行先期工艺试验,模拟车身状态,得到稳定的焊接工艺参数上线进行车身焊接,对比试板工艺试验,结合车身精度和系统集成等因素,最终获得良好的车身焊接质量。综合此套焊接系统,设备单元较多,影响焊接质量的工艺参数相对复杂。最主要的焊接工艺参数包括激光功率、焊接速度、送丝速度、滚轮压力、跟踪力、开光延时和关光延时等。我们通过不断试验摸索,优化并采用正交试验法,选择最优化的焊接工艺参数。
通过调整焊接顺序释放应力来解决焊接变形问题,分析应力产生的过程和部位。在焊接过程中,优先焊接容易产生应力变形的部位,再焊接焊接面平滑的部位,同时通过调整焊缝长度改变热源输入大小,通过减少冲压件的成形次数提高曲面贴合精度,最终总结出适用于整车生产的工艺体系。同时对激光填丝熔焊在车身制造中的系统应用进行全面、系统和深入的研究,掌握了激光焊系统集成和焊接质量监控等关键技术,使其应用到其他车型的生产线上成为可能。
(2)激光填丝熔焊的工业化系统开发
我们开发了一套白车身顶盖激光填丝焊自动化控制系统,能将白车身顶盖激光填丝焊生产线中的各个控制功能集成,实现白车身顶盖激光填丝焊的全自动化生产,同时保证焊接质量和设备的稳定性。星锐白车身顶盖激光填丝焊自动化控制装置包括主控制柜、工艺控制柜、维修门、通道门、滚床、工装夹具、焊接机器人、激光器、焊接头、滚压轮、送丝机和除尘器等。在MB060工位建设激光焊接房(见图8),高度为5.2m,可满足高中顶车型要求,附属设备放置于激光焊接房外围。车身左右各采用一台七轴行走机器人,工作半径为3.2m,满足高中顶和长短轴的不同车型的需求。
结语
激光焊接技术在白车身的应用是汽车行业发展的必然趋势。激光焊接不仅可以使车身结构设计中有效降低材料消耗,简化车身结构,减轻车身质量,更容易实现车身焊接的自动化和智能化提高效率。江淮集团成为国内第一家在商务车顶盖引进车身激光焊接技术的自主汽车品牌,率先研发和应用了适应商务车盲窗车型焊接的激光填丝熔焊工艺,开创了自主品牌激光焊接技术应用于白车身制造的先河。继激光填丝熔焊工艺的成功应用后,江淮汽车又启动了行李箱盖激光钎焊的技术研究工作。激光焊接作为一种先进制造方法,体现了整车制造水平,有助于提升汽车品牌形象。激光焊接在白车身焊接上的应用,前景广阔。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖