新车型焊装改造项目工艺规划
为满足市场对汽车产品个性化、多样化的需求,主机厂在新车型上线时大多考虑采用多品种、小批量以及柔性化的共线生产方式。本文从广汽吉奥GA-cross焊装生产线工艺的规划与布局入手,阐述了新车型改造项目所要考虑的内容。
随着汽车工业的高速发展,为满足市场对汽车产品个性化、多样化的需求,主机厂在产品投入时多考虑采用多品种、小批量以及柔性化的共线生产方式,新车型的焊装项目大多以对原生产线进行改造为主。
GA-cross是广汽吉奥第二款轿车产品,本文从GA-cross焊装生产线工艺的规划与布局入手,阐述了新车型改造项目所要考虑的内容,是如何实现投资规划最小化、平面布局合理化的。
工艺规划
焊装工艺规划首先要满足生产纲领,在充分识别满足车身精度和强度的前提下,对工装夹具结构及生产线方式进行合理设计,力求合理利用生产厂房空地,以满足投资最小化、生产高效化以及后期生产成本最低化的要求。
GA-cross车型生产纲领为8万台/年,与GA车型(8万台/年)共平台生产。主焊线为“辊床+滑撬”的输送方式,采用柔性化、自动化和多车型共线生产的工艺模式。主焊线合拼工位设有5台六轴高精度KUKA焊接机器人,侧围合拼为Open Gate定位方式(侧围合拼的一种),通过拓展可实现4款(不同侧围总成)不同车型的生产。
GA-cross车身下部线和主焊线与GA共线;GA-cross侧围夹具、前后地板和机舱总成夹具与GA切换生产。从GA-cross分装新增夹具清单中可知,机舱区域新增纵梁总成共8套;机舱总成新增2套;后地板区域新增1套;左/右侧围总成区域全部新增,各8套;顶盖区域新增1套;另新增GA-cross五门一盖的焊接总成共18套和3组机器人滚边工作站系统;其余分总成沿用或改造。本文讲述的平面布局中体现了其工艺生产布局模式。由于分装夹具的沿用或改造,不占用生产空间,规划中暂不考虑。
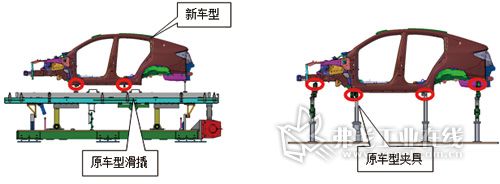 图1 数模装配分析情况
图1 数模装配分析情况
共线及通过性分析
1. 共线性分析
共线性分析包括:分析车身下部线、主焊线以及补焊线的滑撬定位和车身下部总成定位、支撑共用性;分析分总成差异性,尽可能地通过改造实现两车型共用,减少资金投入和空间占中;分析焊接设备、螺柱焊设备、涂胶设备和打号设备等共用性;分析工位器具、运转小车共用性,规划时尽可能的通用化,减少后期对小车储存的管理;分析空中EMS设备输送的共用性等。
根据公司生产工艺状况,我们主要分析前4项内容,利用计算机仿真软件将GA-cross产品数模装配到GA夹具数模中进行动态和静态模拟。
分析新车型结构特点造成的干涉问题,通常采用新增摆动定位单元、伸缩定位单元处理或NC Locator定位系统(X/Y/Z三方向程序设定)消除定位干涉问题;采用取消原支撑点新增共同支撑点或采用摆动切换方式消除支撑位置的干涉问题。图1所示为数模装配分析情况。
2.通过性分析
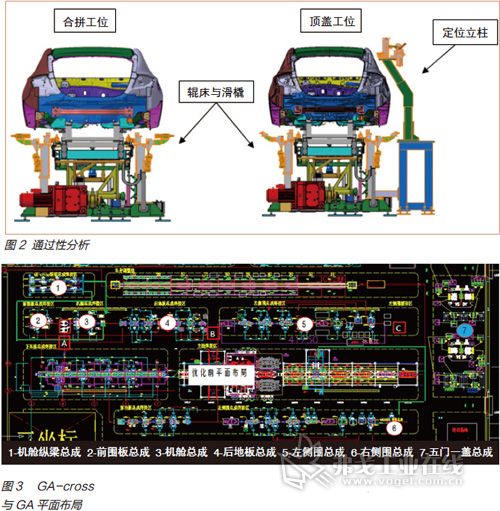
通过性分析(见图2)包括:分析合拼工位通过性,侧围Open Gate打开,车身随滑撬上升、下降,车身与Open Gate、车身与龙门架等干涉性问题;分析顶盖焊接工位通过性,滑撬带动车身上升、下降时,车身与顶盖定位立柱等干涉性问题;分析主焊线混线生产时,原产品和新产品连续通过时是否有撞击风险;分析积放链吊具带动车身转弯时,最小转弯半径是否合理,原产品和新产品连续通过转弯时是否有撞击风险。
工艺规划方案可行性分析根据现地、现物逐一排查,对过程中的每一个环节都要加以研究、评估和模拟。如果一个环节考虑疏忽,就可能存在后期大量改造或方案重新制定的风险。我们前期做的一个改造项目,就因某一环节疏忽,导致设备到厂安装过程中出现车身升降机与厂方立柱干涉3mm的问题。
平面布局
平面布局通常采用就近原则;一个流生产模式;物流输送最优化;保持物流通道顺畅、设备不占用物流通道、消防通道空间、预留制件储存区和白车身储存区。在平面布置前要与焊装车间相关人员进行确认,确认每一块空地是否闲置,确保平面布局充分、合理。GA-cross与GA平面布局如图3所示。
1. GA-cross机舱纵梁总成区为12m,规划在车调下线区。焊接后的总成需输送到机舱总成区上件,输送物流较远且车调下线区车间已规划为升降机和空中积放链,用于车身下线后通过升降机将其输送到涂装车间。规划用地与车间规划存在冲突。
2. GA-cross顶盖总成区规划在右侧围区域,顶盖上件工位为主线MB60工位左侧。顶盖总成物流输送较远,违背平面布局物流输送最优化的原则。
3. GA-cross五门一盖区域布置在原休息区处(休息区位置搬迁),工艺规划为车门内板焊接区和3组机器人包边区,其内板总成和外板通过人工放置到包边胎膜方式,以减少投资成本(左、右前门为一组;左、右后门为一组;机盖和后背门为一组机器人包边系统)。
4. GA-cross车身下部线和主焊线在GA生产线基础上改造,增设感应装置,识别两车型上件状态;合拼工位(机器人焊接工位),增设四面体装置,用于储存4款侧围总成定位夹具。通过自行小车将所需的侧围总成定位夹具,从四面体输送到合拼工位,并对其定位,以满足合拼工位对不同车型侧围总成的焊接。
5.GA-cross新增机舱、前/后地板总成,侧围总成夹具与GA相应夹具手动切换生产,切换夹具分别规划放置于车身下部线和主焊线两侧,既便于人工切换输送又不影响车身下部线和主焊线的正常生产。
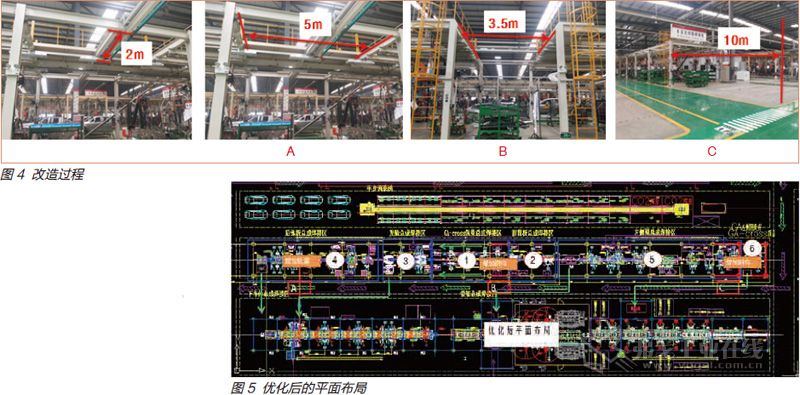
根据上述重新规划分总成区域,使得物流更顺畅,减少了不必要的搬运浪费。在左侧围线增加钢构,延长生产线长度,可延长的区域为A/B/C区,下车身区域和左侧围区域生产线有效长度可增加18.5m。改造过程如图4所示,其中,机舱输送到UB线轨道处,增加5m钢构、焊钳轨道;后地板总成与左侧围总成区域钢构连通,增加3.5m钢构、焊钳轨道;左侧围北侧闲置区域,增加10m钢构、焊钳轨道。
如图5所示,规划后将机舱纵梁区(12m)和顶盖焊接总成工位(4m)区域,分别布置到机舱区和左侧围区域;五门一盖区域、车身下部线及主焊线工艺规划和布局不变,切换夹具规划在车身下部线及主焊线线边。
根据工艺规划和平面布局改造方案,预算出总投资费用,经公司评审满足设定的投资成本后,即可开展下一步实施。
结语
主机厂新产品焊装生产线建立的基础是多品种、柔性化生产模式,车型下部线和主焊线共用,工艺方式及预留空间已给定,即在原工艺基础上改造。如今,侧围总成线与分总成区域工艺和平面布局规划如何设计、工艺装备如何共用、厂房面积如何合理利用以及资源如何精细利用和管理等已成为工艺技术人员面临的研究课题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖