浅谈冲压件的测点布置方法
本文主要围绕测量系统中冲压件检测点布置设计方法和装车匹配方面原则阐述了冲压件测点选取在冲压件质量控制中发挥的作用。
冲压件测点布置
冲压件测点是指,按一定比例尺寸布置在被测物件上,能反映零件尺寸、形状和位置的变化,能进行记录整理的点。测点布置合理性直接决定能否反映冲压制件质量,为冲压模具整改指出正确方向;其次也给测量工装(检具、测量支架等)设计开发提供支持。通常车身由300~500多个具有复杂空间曲面的薄板冲压零件组成,零件本身的偏差直接影响车身质量。测量系统中的测点布置可以起到以下作用:对车身尺寸变化进行有效监控,并根据测点发现问题,制定相应整改措施;测点位置影响车身装车匹配尺寸,影响整车质量的判断;测点布置的合理性直接影响制件在测量工装上的测量;开发支持产品设计,提高了冲压、焊接和总装装配工艺验证的有效性,保证最终达到整车开发的质量标准。
测点布置对冲压件质量的影响
制件测点布置开发若不合理会直接影响制件测量,同时也无法指引车身匹配问题整改,导致生产件无法达到产品定义要求。具体原因如下:
1.制件测点位置不合理
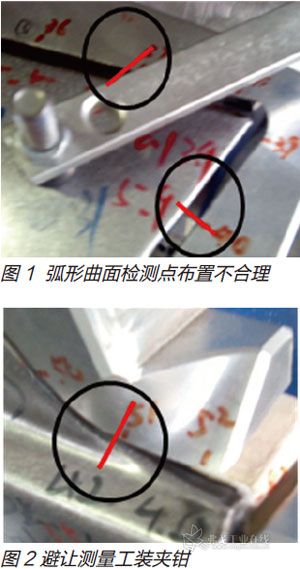
(1)制件拐角处测点布置应考虑测量工装是否能实现,比如图1中车身翼子板处样块面扭曲,平度规无法找到支点,两个点平度无法检测。
(2)制件基准夹紧处应考虑避让测量工装夹钳,比如图2中检测点与夹钳干涉,2个点平度无法检测。
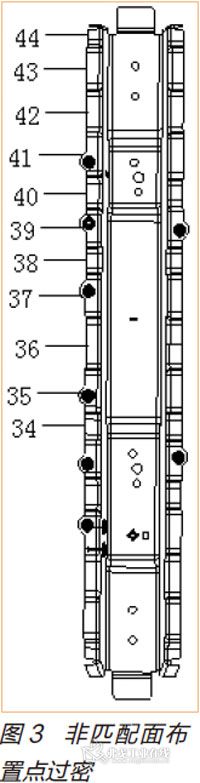
(3)检测点数量不合理,间距过大或者过小。检测点稀疏布置不合理,未考虑装车匹配实际使用情况。如门盖区域门缝处,检测点布置过少,但是非匹配面布置点过多;又如图3中纵梁关键匹配型面处点布置过少,但是非匹配面布置多个点。
(4)模/夹/检工装,RPS基准不统一。比如定位基准不统一、定位孔不统一,导致装车实际与检具反映状态不一致,出现矛盾。
(5)在冲压件的R角、直角上安排检测点,未考虑实际检测因素,检测过程中认为影响因素大。
(6)切边与包边的测点布置不合理,把检测点布置在总成件的R角或尖角上,未考虑安装密封条的实际情况。
(7)激光拼焊处检测点布置不合理,检测点布置方向、距离不合理,导致不能真实反映冲压件状态。
(8)加油口盖、检测点布置不合理,不能满足检测要求和匹配要求。
(9)焊接夹具工艺基准测点与单件基准、下级基准不统一,测点不对应,不利于车身质量的提高。
(10)冲压单件和总成件之间,继承性和一致性差。继承性指,冲压单件在布置测点时应该考虑该单件制造成分总成及总成零件时继续沿用该测点进行不同级别零件测量监控。如外覆盖单件(侧围、发动机盖外板和后背门外板)尽量沿用到总成(侧围总成、发动机盖总成和后背门总成)上或沿用到车身骨架上测点,也就是说监控同一个特征的测点在不同级别的总成中的位置不相同。一致性指,车身零件在同一级别匹配零件之间的测点位置应该对应,如外覆盖件匹配件制件测点布置不一致,车身内部结构件匹配件之间不一致。
2.制件测点布置对车身匹配的影响
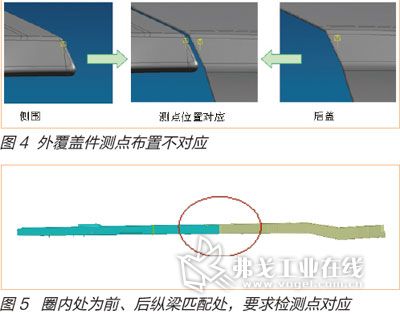
(1)车身外覆盖件同一级别匹配零件之间的测点位置不对应(见图4),导致匹配困难。
车身内结构件匹配零件应在制件匹配面布置测点,测点位置不对应,不利于车身零件匹配问题分析。如图5所示,匹配处检测点位置不对应,则匹配困难。
测点整改方案
1.制件测点位置布置合理,满足功能性使用要求
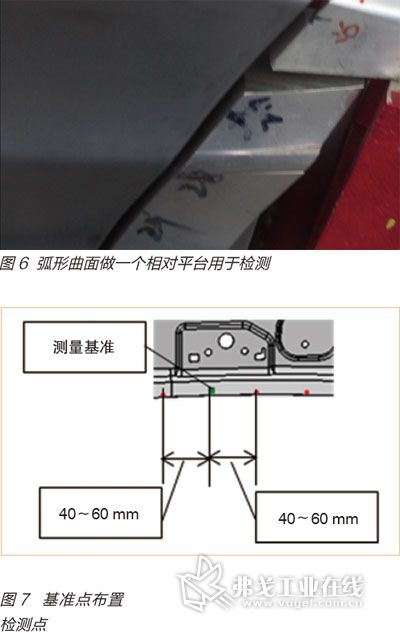
(1)制件拐角处测点布置,考虑在曲面弧形处做一个平台(见图6),以满足检测使用要求;或者以件为基准,以检具作为被测物,读检测值,记录读取数据时正负值相反。
(2)制件基准夹紧处,应考虑避让测量工装夹钳,或更改检测点,或更改焊钳位置,保证检测功能使用。
冲压单件在检具或测量支架上的基准称为测量基准。零件的面在测量基准点附近40~60mm同一平面上不放测点。一般情况下零件基准点附近的面在公差内,故没有必要测量;其次检具或三坐标测量支架基准点40~60mm附近有夹头,在测量时由于测量预留空间不足会导致测量设备干涉而无法测量的点,故在测量基准点始预留40~60mm开始布置测点(见图7)。
(3)检测点布置合理,制件测点数量和间距根据实际匹配要求、质量控制和产品功能要求综合决定,一般情况下车身试制验证阶段车身结构件间距以50~100mm左右取一点,车身外覆盖件或直接影响整车DTS(外观匹配要求),测点间距以30~50mm左右取一点,这样密度取点提高了单件精度验收,可以充分暴露试制匹配的验证问题,提高车身试制质量控制要求。特别注意的是,点的布置不能机械按照上述间距在冲压件上布置,必要的时候,重点匹配面可以密集布置检测点,非重点匹配面、无匹配关系的型面可以少布置检测点,尤其是门盖中的门缝型面和有匹配关系的结构件的匹配型面等。
(4)模/夹/检工装的RPS基准要求必须统一,在模具图样会签、检具图纸会签和夹具图样会签过程中要重点核对。
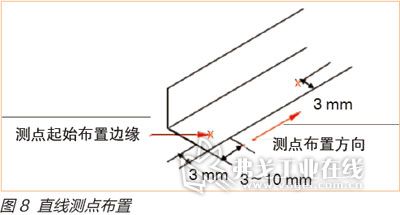
(5)在冲压件的R角、直角上避免布置检测点。一般情况下,被测型面的测点起始于零件边缘3~10mm位置开始取一点,如图8所示。
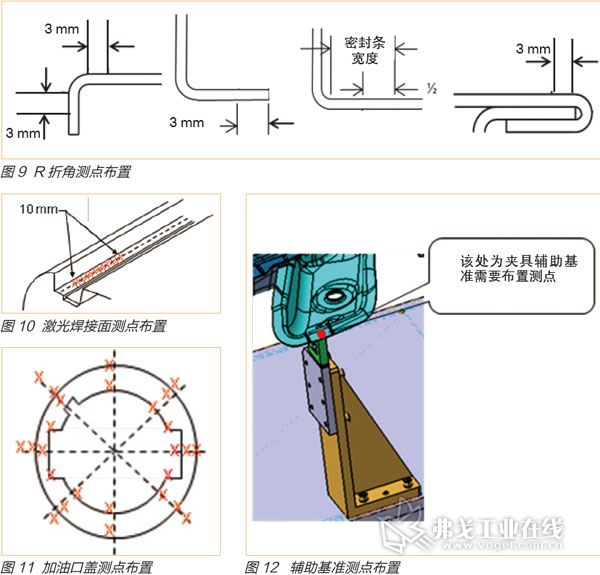
(6)切边与包边的测点布置,一般情况下在R角直线段3mm处选取测点,安装密封条处以密封条宽度的1/2选取测点,具体如图9所示,避开R角和料边边缘等位置。
(7)激光拼焊处检测点布置合理,检测点布置方向和距离合理,能真实反映冲压件状态;激光焊接面沿焊接方向每隔10mm布置一个测点(见图10)。
(8)加油口盖检测点布置合理,要满足匹配检测要求;加油口盖区域,圆形门以每45°布置flush/gap与匹配面的测点,方形门以每条边布置2组flush/gap与匹配面的测点(保证测点满足DTS的测点位置要求),如图11所示。
(9)焊接夹具工艺基准测点与单件基准和下级基准统一,测点对应。在车身焊接拼装过程中,需要工装夹具进行定位焊接,在这个过程中所有工装辅助基准、GD&T辅助基准和子基准称为工艺基准,这样的工艺基准处都应布置测点(见图12)。同时控制总成的所有下级总成或单件的定位基准点都应选为该总成的测点,有效提升车身质量控制成本。
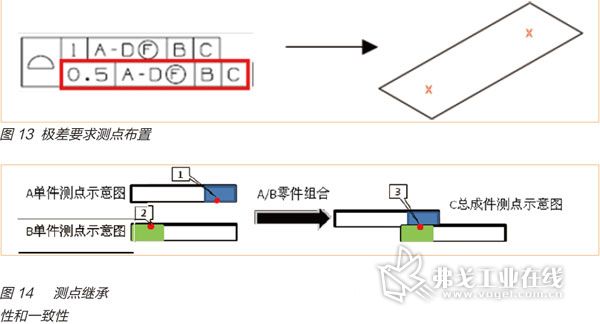
(10)单件测点布置一致性:当GD&T图样中的一致性要求如图13所示时,至少要布置2个测点以上才能反映GD&T中要求的一致性要求。
匹配件之间存在相互匹配关系的,如前门总成和后门总成,在总成检具上的测点位置应该对应起来,与CUBING上的检测点对应起来,总成上的检测点位置要与单件上的检测点位置对应起来;车身内板结构件,如纵梁本体的检测点位置应该与加强板的检测点位置对应起来,并与分总成检具的检测点对应起来。
测点继承性和一致性如图14所示,其中测点1、2和3在车身坐标中尽量保持一致(不含零件厚度)。
2.制件测点布置对车身匹配的重要性
(1)车身外覆盖件同一级别匹配零件之间的测点位置要求对应,而且必须与白车身检测点的位置对应起来,这样有助于查找问题、方便匹配。如后大灯处,后盖总成检测点和后大灯检测点不仅要对应起来,而且要求后盖内板、后盖外板和后盖总成等三者制件的检测点也要对应起来。
(2)车身内结构件匹配零件应在制件匹配面布置测点,并保证一一对应关系。如底板纵梁总成,不仅纵梁本体和纵梁内板加强板之间的匹配关系测点对应起来,而且单件纵梁本体的检测点必须与总成检具的检测点位置对应起来。
结语
测点布置为测量系统提供了一个用于测量零件/总成尺寸的文件,通过选取适当的点,经济、有效且全面地监控、反映制造零件尺寸特性,以便产品和工艺得到有效控制,确保满足产品、生产和质量的要求。测点布置直接决定了是否反映冲压件实际质量状态,给冲压件整改和提升明确的指导性,并且大大降低了模具调试周期,降低了制造成本,是企业在日益激烈的市场竞争中求生存、求发展的有效方法。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖