汽车超高强钢板生产工艺参数及控制方法
随着汽车轻量化和降低燃油经济性的需求,超高强钢板的大量应用已经普遍存在。超高强钢板抗碰撞性能与成本方面相对传统的金属材料具有很大的优势。冷冲压超高强钢板的梁类件,在生产过程中存在制件回弹、扭曲等缺陷是无法消除的,严重影响了产品品质。近几年国内逐步应用热成形技术来生产高强度钢板制件。
高强度钢板具有较高的屈服应力和抗拉强度,而硬化指数n值和厚向异性系数r值却比较低,延伸率也较低。因此,高强度钢板的成形性能比普通钢板要差,而且强度越高成形愈困难。成形过程中,高强度钢板比普通钢板更易产生破裂和起皱等缺陷。
与普通低碳钢板相比,高强度钢板屈服强度的提高使得其在冷冲压成形时产生了更大的弹性应变,因此回弹的幅度更大,增加了试模、修模的工作量和成形后整形的工作量。将高强度钢用于车身骨架,在保证车身强度和刚度的同时减轻重量,并带来汽车车身碰撞性能的明显提高,由此显著提高汽车的安全性能。本文针对超高强板生产工艺技术参数及控制方法进行了分析研究。
超高强板冷冲压生产工艺
1.工艺参数
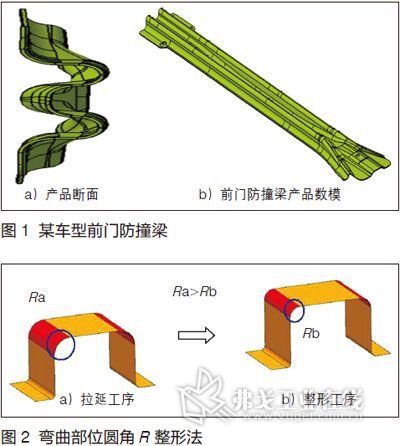
超高强板冷冲压模具需经过现场与冲压设备的匹配调试,满足产品品质要求和生产节拍,固化生产工艺参数。例如,某车型前门防撞梁(见图1)材质为DOCOL1200M,制件料厚1.4mm。其冷冲压模具冲压生产参数如表1所示。冷冲压该超高强板制件时存在的问题为:制件成形过程中易扭曲、存在回弹等缺陷。
2.回弹控制方法
(1) R角部位整形
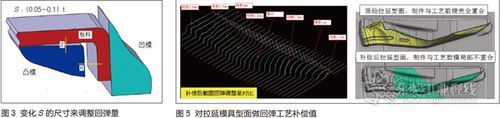
采用整形方法直接改善弯曲部位应力达到减小回弹的方法称为弯曲部位圆角R整形法(见图2)。通过R部位的整形,可以改变弯曲部位外侧和内侧应力的分布区域,减小弯曲外部的拉应力区域。当R圆角值调整到一定时达到塑性变形,或当弯曲内部应力大于外部应力时,弯曲部位圆角R整形法会出现负回弹。因此产品设计时,弯曲部位R值应尽量在8mm以下。使用弯曲部位R整形方法时,Ra和Rb差值一般应小于3mm,否则会影响冲压件精度。

(2)内侧圆角硬化
该方法从弯曲部位的内侧进行压缩,以消除回弹。在板材U型弯曲时, 由于有两侧对称弯曲,采用这种方法效果比较好。L型弯曲时一般面部分的材料压力变弱,有时会产生尺寸变差,从形状判断弯曲部位压力弱。对于既要保证强度又要具有弹性的成形件产品,该方法不适用。
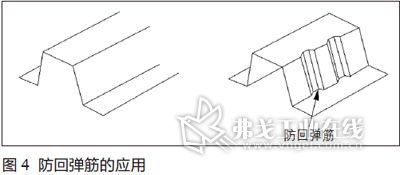
另外,还可以变化S(圆角R处的厚度变化量)的尺寸来调整回弹量(见图3)。往往由于压缩圆角使得翼面长度而稍微变化,对于翼面高度容差小的产品,有时需要展开长度的补偿。
(3)成形硬化
使弯曲工具的侧壁翘曲,在钢板上留下硬化的痕迹称为成形硬化加工法。硬化筋会划伤产品,因此要根据产品特点注意选择,硬化痕迹一般用在非变薄面上。这种回弹抑制方法对于越厚的板材效果越好。
(4)两次成形控制回弹
通过两次成形可以消除板内外侧的应力。但两次成形后的冲压件内应力小,品质稳定,该方法会使模具工序增多,制造成本增加。

(5)开发软模
高强钢制件因制件扭曲回弹量不宜控制,在模具开发时通常开发简易模具(软模)或实验镶块,通过多次实验确定制件扭曲回弹量,根据实验结果数据再开发正式模具工装。
(6)负回弹
该方法通过对加工工具表面进行特殊处理,使板料产生负回弹。上模返回后制件回弹,通过负回弹和回弹达到要求的产品形状。
(7)利用防回弹筋冻结形状
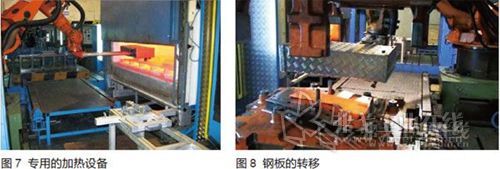
不改变原产品功能/性能的前提下,通过增加防回弹筋改变产品形状(见图4),实现控制和改善回弹。
(8)回弹工艺补偿值
如图5所示,目前模具厂家回弹制件做的工艺及补偿值是基于CAE分析结果进行的补偿,后期考虑做微量的逼近式补偿。因理论数据与实际情况肯定有差距,尽量做到理论吻合。有小量回弹及局部缺陷待模具开发时进行调整完善。
3.小结
综上所述,冷冲压成形过程中超高强钢塑性较差,延伸率越低工艺性能越低,其成形中易损伤模具, 降低模具的使用寿命,成形后产生的回弹量大,不易控制成形件的形状精度。但是高温下其成形性可得到大幅改善,高温成形后经快速冷却, 可大幅提高其抗拉强度、硬度等各项指标。

超高强板热成形生产工艺
超高强板在加热状态下变形抗力极小,且成形冷却过程在保压状态下进行,形状冻结性好。一般超高强度板(抗拉强度大于1200MPa)制件采用热成形模具。某公司生产的左右A柱上的加强板(见图6)材质为B1500S,料厚为1.2mm,采用热成形生产工艺进行生产,其生产参数如表2所示。
1.热成形生产线布局关键点
(1)要满足生产线生产节拍的需求,设备、模具和机械手配合要完善、得当,保证提高生产效率。
(2)加热炉长期在高温下工作,要考虑零部件的膨胀性能、高温疲劳和维修方便性能等需求。
(3)加热系统需高效、节能。
(4)自动化控制系统需稳定性强、实用性高。
(5)板料需在模具上加热、冷却成形,对温度控制、冷却系统要求较高。
2.热成形生产工艺的组成
(1)落料
该工序是热冲压成形中的第一道工序,把板材冲压出所需外轮廓坯料。
(2)奥氏体化
该工序包括加热和保温两个阶段。这一工序的目的在于将钢板加热到一个合适的温度,使钢板完全奥氏体化,并且具有良好的塑性。加热所使用的设备为专用的连续加热炉(见图7),钢板在加热到再结晶温度以上之后,表面很容易氧化生成氧化皮,这层氧化皮会对后续的加工造成不利的影响。为了避免或减少钢板在加热炉中的氧化,一般在加热炉内设置惰性气体保护机制,或者对板料进行表面防氧化处理。

(3)转移
该工序是将加热后的钢板从加热炉中取出放进热成形模具中去,如图8所示。在这一道工序中,必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化,另一方面是为了确保钢板在成形时仍然处在较高的温度下,以具有良好的塑性。
(4)冲压和淬火
在将钢板放进模具之后,要立即对钢板进行冲压成形,以免温度下降过多影响钢板的成形性能。成形以后模具要合模保压一段时间,一方面是为了控制零件的形状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的马氏体组织,获得良好的尺寸精度和机械性能。研究表明,就目前常用的热冲压钢材而言,实现奥氏体向马氏体转变的最小冷却速率为27~30℃/s,因此要保证模具对板料的冷却速度大于此临界值。
带冷却系统的模具制造技术的特点是:模具制造精度、模具间隙要求严格;钢板加热后延展性提高,但强度降低,需防止板材的拉裂、起皱等问题的出现,要求模具必须制造精度高、间隙安排合理;冷却要均匀,以满足组织性能均匀的目的;模具需要在连续的高低温环境中工作,对模具材料、模具加工工艺要求严格。
(5)板料热冲压成形的模具设计要求
热冲压成形的模具材料要求具有良好的热强度、热硬度以及高的耐磨性和疲劳性能,同时能保证成形件的尺寸精度。根据模具的加热温度,一般需要参考冷热疲劳抗力和断裂韧性均较高的热作模具钢,选用合理的模具材料。
由于热胀冷缩的影响,零件最终的尺寸和冲压成形结束时的尺寸存在一定的误差,为了保证零件在室温下最终的尺寸精度,必须在考虑热胀冷缩效应的基础上合理确定模具凸、凹模的尺寸。模具结构设计应使得模具的内腔距模具体表的尺寸应尽可能保持一致,以使模具的冷、热疲劳应力在整个模具体上分布均匀。
模具内冷却系统的设计既要保证零件的冷却速度,使奥氏体尽可能多地转化成马氏体,保证零件的强度,还要控制冷却时间,以避免零件和模具因冷却速度过大而引起开裂。
(6)后续处理
在成形件从模具中取出以后,还需要对其进行一些后续的处理,如利用酸洗或喷丸的方式去除零件表面的氧化皮,对零件进行切边和钻孔。热冲压件由于强度太高,不能用传统的手段对其进行切边及钻孔加工,而必须用激光技术来完成。高温状态下钢板表面氧化生成的氧化皮对焊接性能和涂漆性能有不良影响,通常采用喷丸方式清除氧化皮。但是,过度的喷丸清理易损坏产品形状,而且,喷丸清理时易引起铁素体外露。为防止产品在仓库存放时生锈,必须对产品进行上油处理。不锈钢喷丸会转印在产品表面,起到防锈作用,省略了上油工序。只有清除了氧化皮,才能与普通冷轧钢板一样进行化学处理、涂漆和点焊。镀锌钢板和镀铝钢板如果不经过处理,都无法承受高温,而且在加热过程中,镀层和铁素体会发生反应,引起表面层的组成和结构发生变化。目前业内已经开发了高温状态不产生氧化皮的表面处理钢板,并已投入应用。
在冷冲压生产中,一般还需要进行冲孔和修整毛刺的二次加工,而热冲压生产中进行二次加工就非常困难。对淬火后强度已经提高的成形零件进行剪切时需要大的加工载荷,模具寿命会大大缩短。如果预先在坯料上冲孔,则可以省去二次加工,但孔的位置在成形加工时会有所改变。为此,必须对材料的孔位置进行测算。在精度要求高或出现凸缘飞边的情况下,必须进行二次加工。现在,激光冲孔和修整毛刺的技术已应用于实际生产。
结语
随着能源危机和环境污染问题的加剧,节能减排和低碳环保已成为汽车设计中关注的重点。汽车轻量化设计已是大势所趋,必然导致超高强钢制件开发大量应用热成形技术。超高强度钢热成形技术有着巨大的市场前景与发展的生命力,目前国内热成形生产线还处于初级阶段,及时拥有新技术的热成形生产线就等同于拥有市场,在企业竞争中才能处于不败之地。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖