商用车白车身疲劳开裂分析及优化
变形、断裂、腐蚀、磨损和变性是材料或结构失效的主要原因与形式,其中断裂最为常见也最为危险,在很多情况下可能造成灾难性事故。在断裂事故中又多以疲劳断裂为主,且多属低应力脆性断裂,易失察失防。所谓疲劳,引述美国试验与材料协会(ASTM)在“疲劳试验及数据统计分析之有关术语和标准定义”(ASTM E206-72)中所做的描述:在某点或某些点承受扰动应力,且在足够多的循环扰动作用之后形成裂纹或完全断裂的材料中所发生的局部永久结构变化的发展过程,称为疲劳。

本文以某款商用车的白车身的疲劳耐久性台架试验结果为依据,结合CAE计算分析,研究疲劳对白车身的危害,分析了疲劳开裂产生的原因,提出了解决方案并进行验证。
白车身疲劳台架试验
1. 试验方法
(1)支撑方法
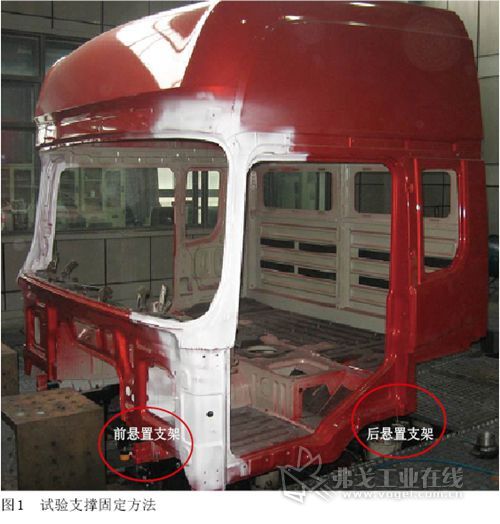
如图1所示,设计4个支承件连接白车身前后4个悬置支承处,将白车身水平支承在整车振动试验台上,并用水平仪检测,保证白车身水平。前后4个悬置各约束5个自由度,释放两个前悬置点绕Y轴的转动自由度和两个后悬置点绕X轴的转动自由度。
(2)试验加载
通过双油缸在白车身后悬置支架按表所列工况进行加载。试验时,以后悬置支架处的激励力为控制目标而不是位移。

2.试验结果
试验终止原则是:由于试验对象破坏和大变形致使激励力无法施加和稳定到试验载荷要求。
试验过程中,在前围外板与侧围外板连接部位车门铰链的上部左右两侧车身开裂(见图2),其中右侧在39 400次时出现裂纹。试验中同时存在纵向(Z向)和横向(X向)两个方向的裂纹,并逐步扩展,最后交汇在一起,直至进行到208 259个循环时,激励力无法施加,试验终止。
原因分析及优化
1.原因分析
疲劳通常存在以下几个特点:
(1)只有在承受扰动应力作用下,疲劳才会发生。
(2)疲劳破坏起源于高应力或高应变的局部。
静载下的破坏取决于结构整体;而疲劳破坏则由应力或应变较为集中的局部开始,形成损伤并逐渐累积,导致最终破坏。可见,局部性是疲劳的明显特点。零部件及总成的应力集中处,常常是疲劳破坏的起源。
(3)疲劳破坏是在足够多次的扰动载荷作用之后,形成裂纹或完全断裂。
足够多的扰动载荷作用之后,从高应力或高应变的局部开始,形成裂纹。此后,在扰动载荷作用下,裂纹进一步扩展,直至到达临界状态而发生断裂。“裂纹萌生—裂纹扩展—断裂”三个阶段是疲劳破坏的又一特点。
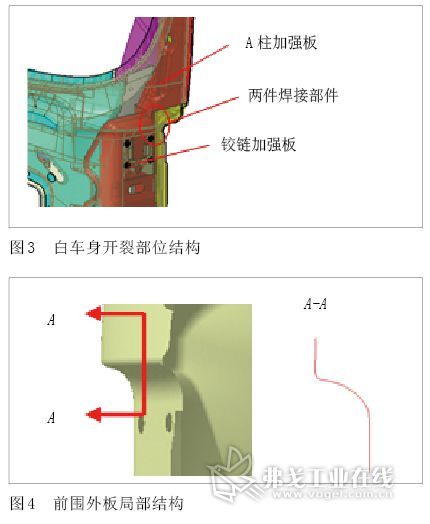
结合以上特点,白车身的疲劳台架试验是在往复循环并不断变化的外力作用下进行的,那产生车身开裂一定是从局部的应力集中的高应力部位开始并不断扩展的。从具体的车身结构来看,一方面,在车身开裂的车门铰链上部(见图3),A柱加强板和铰链加强板只是后部(X的正方向)局部搭接,而且在试验现场,发现本应相互焊接的两个零件没有焊接。另外,前围外板在开裂部位零件的横截面积变化急剧,也是造成局部应力集中的重要原因之一。前围外板局部结构如图4所示。
在开裂区域,外板之间采用人工的CO2气体保护焊焊接方式,存在夹渣、咬边和焊缝直径、高度不均匀等焊接缺陷。焊接缺陷对焊接结构的承载能力有非常显著的影响,它在缺陷周围产生了应力集中。
由于条件限制,目前暂时未进行准确的CAE计算对白车身的疲劳进行分析,在此处只
是模拟实际的某种工况,进行白车身的应力分析,找到白车身的应力集中区域(见图5)。以白车身的扭转工况为例:创建CAE分析模型,采用与试验相同的约束,在悬置支架处施加10 kN的力,对白车身进行CAE模拟的趋势性分析。从分析结果来看(见图6),开裂部位应力集中,最大应力达到459 MPa。
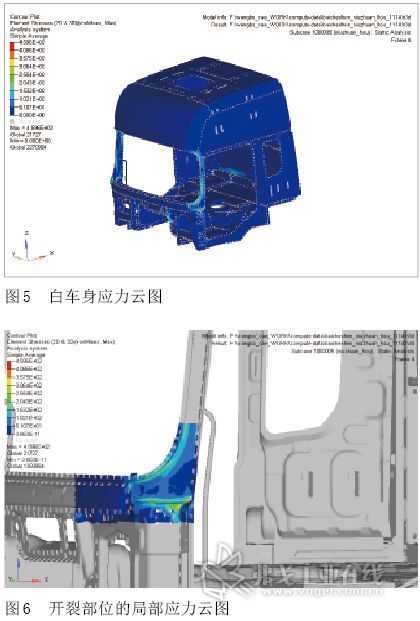
对开裂部位内部的A柱加强板和铰链加强板的焊接部位进行处理,取消A柱加强板和铰链加强板间理论上的CO2保护焊焊缝,重新进行计算。所有的约束和加载与之前完全相同,计算结果变化很大,在取消A柱加强板和铰链加强板如图5所示位置的焊接后,开裂部位的应力达到656 MPa。
2. 结构优化
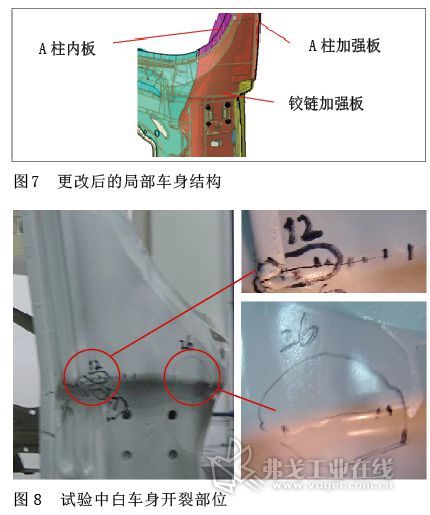
考虑到产生应力集中的原因,前围外板结构限制因素较多,不容易进行更改,因此,从开裂部位内部的加强板连接方面着手进行优化。首先,在生产过程中保证A柱加强板和铰链加强板的有效焊接,且焊接质量可靠。另外,将铰链加强板向上延伸,与上部A柱加强板、A柱内板连接,增大铰链加强板与上部A柱加强板和A柱内板的焊接面积,形成封闭的空腔结构。使主要的受力由内部的A柱内板、A柱加强板和铰链加强板承担,保证A柱力的传递路径通畅,有效降低开裂部位的前围外板受力。更改后的局部车身结构如图7所示。
对此方案进行CAE分析,在相同的工况下,保证约束和加载与之前的分析完全相同。分析结果得到了大大的改善,原车身开裂部位的应力大幅度降低,最大应力284 MPa。
3. 试验验证
在同一试验台架上,相同的约束、加载和工况下,对结构更改后的白车身进行疲劳台架试验。在相近区域进行到第四工况下(约28万次)白车身开始出现开裂,直至进行到35万次后激励力无法继续施加,试验终止。试验中白车身开裂部位如图8所示。
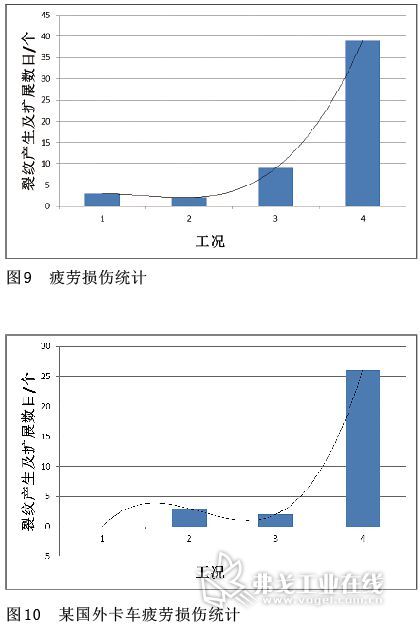
本次试验实现了4次工况加载。经统计,不同工况下产生裂纹及裂纹扩展的数目,从图9中可以看出在第四工况时,趋势线的曲率迅速变大,裂纹产生及裂纹扩展急剧增加,表明试验对象已经疲劳。与国外某知名车企的车型对比,趋势基本相同(见图10),出现疲劳的试验次数相近,证明本次白车身结构的更改是成功、有效的。
结语
我们基于某款商用车白车身的疲劳台架试验,结合CAE分析,找到车身疲劳开裂的原因,明确解决车身疲劳开裂的关键就是减少应力集中区域,降低局部应力。一般发生应力集中的车身薄弱环节多为车身的各个接头部位和车身结构突变部位,因为这些部位通常会发生几何的不连续或者焊接缺陷。因此,在白车身的设计当中,严格避免车身结构的突变,保证车身各个部位的断面均匀变化,各主要受力通道顺畅,受力均匀,避免外板承受主要受力尤为重要。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论