翼子板修冲模具设计
翼子板修冲模具是特殊的冲裁模,与一般冲裁模的主要区别为模具分离刃口形状复杂、所在的位置可能是任意的空间曲面、冲压件存在不同程度的弹性变形及分离过程存在较大的侧向力等。因此,在进行模具设计时,在工艺上和模具结构上需考虑冲压方向、定位、导向、废料的排出、取件和侧向力平衡等因素的影响。
翼子板的冲压工艺和模具结构是密切相关的,工艺方案的确定过程也是结构方案的确定过程。多次重复定位存在定位误差累积,所以冲压工序越少,零件加工精度就越高。但是,从另一方面来说,相对集中的工序必然导致工序内容的增加,这不但要求有合理的生产工艺安排,而且对模具设计及制造也提出了更高的要求。
综上所述,翼子板修冲模具的研究对汽车外覆盖件模具的设计及保证汽车外覆盖件质量的意义重大。
工艺分析及计算
1.工艺排布
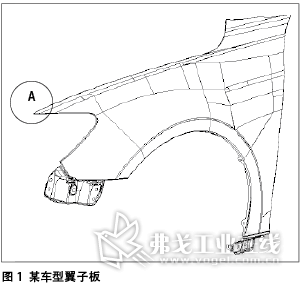
某车型翼子板如图1所示。由于外形需求,A处尖角较小。根据常规的四序工艺方法,尖角处翻边回退空间角小,模具强度不足,所以需五序完成。为了降低成本,提高自动化生产效率,本设计采用一模两腔结构。
零件工艺排布如下:①OP10拉延;②OP20完成除OP30定位外的全部修边和部分孔的冲孔工作;③OP30完成翻边、侧翻边和OP20剩余部分的修边工作;④OP40完成整形、侧整形和部分孔的冲孔工作;⑤OP50完成图1标注A处尖角的翻边和侧面孔的冲孔工作。OP20工艺排布如图2所示。
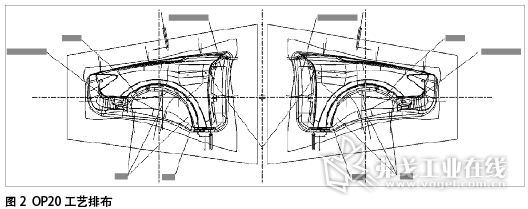
OP20工作内容为:①翼子板周圈的修边工作,其中包括一处侧修边;②翼子板部分孔的冲孔工作,其中有4个安装孔和一个工艺孔。
2.模具总体形式
为了提高自动化生产效率,降低生产成本,本设计采用一模两腔结构。
①零件定位方式:由于翼子板OP10工序件形状较深,所以OP20模具定位采用形面定位;②压料芯形式:翼子板形状复杂且OP20需周圈修边,为给修边刀块布置留出足够空间,压料芯采用框架结构;③压料芯压力源:由于模具生产稳定及翼子板面品要求高,所以压料芯压力源采用氮气弹簧;④防侧设置:由于OP20有两处较长侧修边,侧向力较大,所以增加锥形平衡块防侧向力;⑤凸模形式:OP20采用一模两腔结构,考虑经济性,凸模设计为独立分体式凸模;⑥废料滑出:OP20修边废料周圈滑出,下模设计为架桥结构。
综上所述,采用一模两腔,即左右件合模的形式、形面定位、框架式压料芯、氮气缸提供压料力、锥形平衡块防侧向力和架桥结构下模。
3.修边力的计算
在本设计中,为了方便快捷地计算出修边力,借助三维软件设计的测量功能测量出修边线的长度。软件测得修边线长度为L=6 436.85 mm,翼子板的材质为DC54,料厚t=0.7 mm,抗拉强度τ取343.2 N/mm2。修边力P0的计算公式为:
P0= t×L×τ,因此修边力的大小为:P0=35×6 436.85×0.7=157 702.83 kgf=1546.5 kN。
4.压料力的计算
根据经验值,压料板压下时的系数K取0.05,压料板压力Ps=P0×K,因此压料力的大小为:Ps=0.05×157.7=77.5 kN。
5.压料芯的行程设计
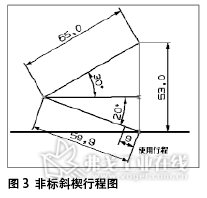
OP20工艺设置有侧修边,所以压料芯行程不能通过安全余量+板件厚度+最大切入量的方式计算。需要通过斜楔工作行程图来计算压料芯行程,且须满足侧修边刀块安全退出压料芯时,要求最少有10 mm安全量。
利用三维软件设计模拟,斜楔运动方向退出59.9 mm后与压料芯无干涉,且满足10 mm的安全要求。根据斜楔角度绘制非标斜楔行程图(图3)。由图3可知,压料板行程53 mm可满足要求,但外板设计压料芯压力源为氮气缸,为防止存放受力,预留2 mm,使其存放时不受力。所以最终确定压料芯的行程=53+2=55 mm。
模具设计
1.下模的设计
(1)分体凸模的设计
凸模设计在满足自动化线生产的同时需兼顾手工线生产调试的要求,所以设计时需留出举升器的空间,其位置依据零件形状采用三角形状布置。
由于翼子板OP10拉延件形面较深,所以OP20采用形面定位。模具采用全符型,以保证定位稳定,进而达到模具生产批量的稳定要求。考虑模具强度及生产加工成本,分体凸模本体采用铸钢结构。
零件后序设计有翻边、整形,因此该工序中设计的冲孔位置只是工艺计算理论值,与实际孔位有一定的偏差。本设计将后续翻边及整形过程中可能移位的孔在分体式凸模上以独立锻件镶块的形式制作,方便后续孔位调整。这样既有效地降低生产调试成本,又缩短了模具生产的调试周期。
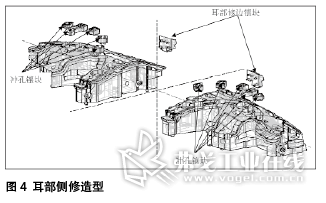
耳部侧修造型(图4)的镶块强度弱,考虑到后期维修成本及维修便捷性,本设计中将其设计为独立的锻件镶块,方便维修更换。
模具调试及装配过程中需要对分体式凸模进行吊运,所以设计分体式凸模时需要设置起吊孔和翻转孔,起吊孔设置在凸模表面,制作沉台保证高度相同,同时起吊孔和翻转孔相应位置补强,以保证分体式凸模强度,如图4所示。
(2)驱动块的设计
模具驱动块的设计需综合考虑模具强度、加工性、装配性和经济性等。本设计中的驱动块长度较长(1 465 mm),同时考虑模具闭合高度和模具强度,所以本设计中的左右件驱动块与下模具的设计为一体。为保证修边废料的顺利排出,驱动块采用架桥结构,下面对应设置加强筋以保证强度。为保证导向性及生产稳定性,驱动块采用2块V形导板加4块平导板的结构。
(3)滑料的设计
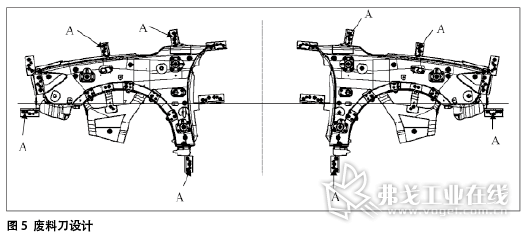
修边模具设计很重要的一点就是保证废料的顺利下滑,废料刀越窄,废料下滑越容易,所以废料刀在保证强度和功能的前提下尽量窄。为保证废料正常切断及考虑后续调试料片尺寸调整,设计时废料刀刃口长度比工序件外轮廓尺寸长10 mm。具体废料刀设计如图5所示。标注A处废料刀较小,为了保证废料刀的强度和方便维修更换,该废料刀采用独立锻件。
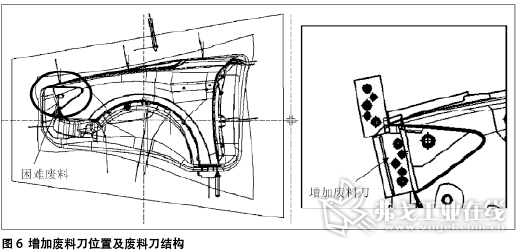
翼子板尖角处,既有直修边又有侧修边,又在侧修边处有转弯,如图6圆圈处所示,所以正常废料滑出时,该处废料有被尖角卡住的风险。为确保该块废料批量生产过程中能够正常滑出,采取了以下措施:在开孔处增加废料刀,将该块废料切开,分两部分排出,从而解决废料有被尖角卡住的问题。具体增加废料刀的位置及废料刀结构如图6所示。
(4)下模座的设计
①导向的选择:OP20工艺排布有两处侧修边存在较大的侧向力,所以采用导柱加导腿的导向形式;②导柱数量的确定:OP20模具采用的是左右件合模的形式,前后方向尺寸为1 500 mm,大于1 200 mm,所以设计上采用四导柱形式,以保证模具导向稳定;③废料刀安装面:考虑废料滑出和废料刀安装,部分废料刀安装位置设置立筋,立筋顶部设置废料刀安装面、下部倒斜角,以保证废料顺利滑出;④斜楔驱动块:为保证斜楔驱动块强度,其与下模座设计为整体,为保证废料正常滑出,其采用架桥结构并设置立筋,以保证下模座强度;⑤起吊的设计:下模具起吊设计为四吊耳,布置在下模座四角以方便吊运,吊耳大小应保证起吊安全性。
2.上模的设计
(1)上模刀块的设计
上模工作刀块依照工法图要求设计,除与侧围搭接角部刀块外,其余全部采用铸件刀块,刀块背部相应设置挡墙,刀块高度较高位置设置加强筋。
前照灯位置刀块,其位置相对独立,防侧挡墙无法设置,本设计中的处理方式是通过在底部设置键的方法解决侧向力问题,其在正修边和侧修边交刀位置,考虑刀块强度,采用单独锻件镶块形式。为方便后期调试,对废料滑出有风险的区域,设计时预留弹顶销安装位置。
(2)侧修边滑块的设计
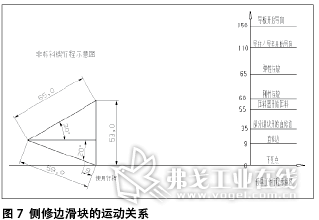
侧修边滑块需保证侧修边刀块能够完成修边工作,同时确保修边镶块能够顺利退出压料芯。考虑经济性,在保证工作和正常回退的情况下,退出行程尽量小。通过综合分析,并利用三维软件实际模拟,将这一回退行程定为59.9 mm,滑块角度定为50°。最终的侧修边滑块的运动关系如图7所示。
为控制模具尺寸,滑块的后部挖空,方便滑块回程限位块的安装、拆卸,同时可缩小模具尺寸。
(3)上模座的设计
①导向的选择:结合下模,采用导柱加导腿的导向形式;②导柱数量的确定:结合下模,采用四导柱形式;③上模腔数的确定:考虑调试便捷性及生产稳定性,翼子板左右件压料芯设计为独立式;④侧修滑块安装座:为减小上模尺寸,采用一体式,通过导板和盖板将侧修滑块安装;⑤侧销的布置:考虑上模座的强度和加工便捷性及压料芯侧销位置,设置在前后侧;⑥上模座本体减重:修边镶块安装座侧面空开,底面开孔,在保证强度的前提下,优化其铸造性;⑦吊耳设置:为方便吊运,上模座吊耳匹配下模座设计。
3.压料芯的设计
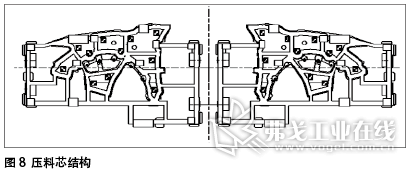
考虑到压料芯强度、生产制作及调试便捷性,翼子板压料芯采用左右对称独立设计。压料芯氮气弹簧沿翼子板周圈布置,通过调整氮气缸顶块安装座高度使其在同一高度,方便氮气缸安装。氮气缸顶块安装座与压料芯主筋相连接,保证压料芯强度,压料芯结构如图8所示。
冲孔位置压料芯开天窗以方便冲头维修更换。在保证压料芯强度的前提下,应尽量降低压料芯的高度。
结论
本文详实地介绍了翼子板工艺信息的识别、翼子板模具结构设计工艺计算方法及翼子板模具结构的设计方法,完成了结构紧凑的翼子板修边冲孔模具结构设计,实现了左右翼子板共模设计,提高了自动化生产效率,降低了生产成本。通过完成某翼子板修冲模具设计,对汽车外覆盖件模具设计进行了探讨和研究。同时通过该套翼子板OP20修冲模具的设计,总结了翼子板修冲模具设计方法,为后期车型翼子板修边冲孔模具结构的开发提供了经验。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖