消除瓶颈制约,提高产出
在新生产线或现有生产线中添加新项目和产品,设计和改造前需要了解未来客户及其产品型号、未来5年的需求预测和每种型号产品的生产工艺。
对于现有生产线和现有客户需求的预测增长,也要根据客户预测、市场行情和工厂计划制定合理的生产目标。必要时需要均衡客户需求,以便平顺生产;配置合理的资源,避免需求减少时造成浪费。
测量生产周期,绘制工作平衡表
首先介绍三个基本概念。
设备周期时间(Machine Cycle time, MC/T)是指完成一个完整的加工周期设备所需的时间,不包括装卸工件的时间(需把无人为干扰时所做的工作和人机共同完成的工作分开)。
操作工周期时间(Operator Cycle Time, OC/T)是指操作工完成一个完整加工周期所需的所有时间(包括手工操作、走动、检测、装/卸载工件和计量等工作的时间,不包括等待设备自动加工的时间)。
总时间(Total Cycle Time, TC/T)是指操作工的周期时间和设备周期时间结合在一起的总时间(由于人和设备会有并行作业,故不一定是二者之和)。
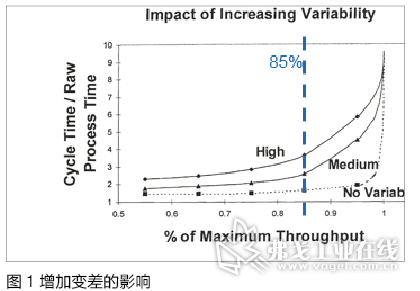
需要注意的是,根据“工厂物理学”的统计分析,对于人机共同作业的设备,一般设备周期时间(MC/T)不能超过计划周期时间(PC/T)的80%~85%。低于85%, 周期时间就能保持稳定,操作工等待设备的概率也降低;否则超过85%,周期时间就会由于各种变差而改变,变差越大,周期时间就越长,如图1所示。
周期时间的测量方法与观察操作工相同,对设备的每一个动作也需要记录和测量。如果有可能,设备每一个动作的目的和原理、遵循的技术规范和要求都要了解,甚至产品的设计功能和质量要求都要了解,便于改善。即所谓知其然,知其所以然。
相比操作工,设备的每个工作不便于观察,但可以监控和参考PLC程序的数据,尤其是全自动化设备。由于常会受到其他要素的影响,比如报警,所以尽管设备的时间比较准确,但是还需多次观察。
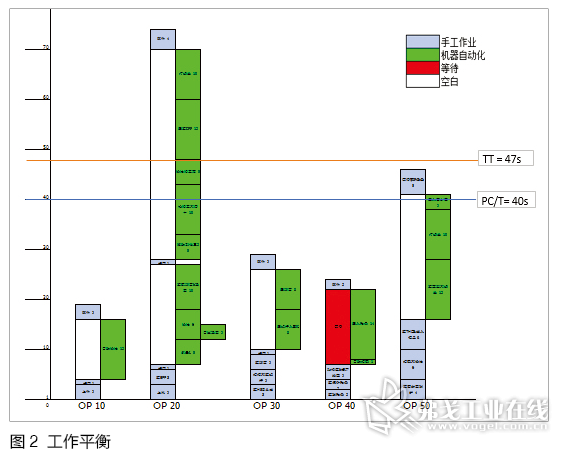
在收集齐全后可绘制工作平衡图,如图2所示。图中每个矩形代表的是设备。由于在此关注的是设备瓶颈,是以设备还是操作工为重点的观察对象,没有明显的界限,根据产线的自动化情况和改善的重点进行选定,必要时还可以混用。
在图2中可以看出OP20是最大的瓶颈工序,OP50 是次瓶颈,OP10、OP30和OP40则低于计划周期时间。OP20为首先改善的工序。
消除瓶颈的制约因素
按照以色列物理学家和企业管理大师高德拉特博士的制约论(Theory of Constraints),任何系统至少存在着一个制约因素/瓶颈,否则它就可能有无限的产出。因此要提高一个系统的产出,必须要打破系统的瓶颈,才可得到显著的改善。这个系统的强度就取决于其最薄弱的一环,即瓶颈,而不是其最强的一环。对于瓶颈,我们可以从以下方面考虑。
1.产品设计和质量规范
在满足设计功能和安全要求的前提下,要优化和简化设计,减少加工和装配的时间,或者制定合理的质量规范,不要质量过剩,避免过多的质量控制导致瓶颈产生。比如在铸铁毛坯件上设计装配孔,避免了后续的机加工。如果3个螺钉就可以满足设计要求,就不需要4个;仪表板上的按钮设计考虑了防错,避免了装配线上的防错设施和检验;在不影响装配和功能的前提下,尺寸公差需宽泛,避免过紧的公差达不到过程能力(PPK/CPK)要求而要百分之百检验。
2.设备和人工的作业
(1)人机互动
在设计生产线时,考虑人机并行作业,不能让人等待设备或设备等待人,需合理设计和安排人机的节拍。充分培训在瓶颈工序作业的操作工,或安排在瓶颈工序作业的操作工一定为熟练工。
(2)非标准化的作业
瓶颈工序的操作工需要从事一些非标准化作业,比如质量检验、到线边货架取料、看板、填写小时看板、定期清理和更换工作,这些作业可安排交给线长和辅助人员,操作工只专心于标准化的生产。
(3)物料和人机工程
物料要摆放在操作工触手可及的范围内,是随时可用的状态。让他们在舒适区域内工作,避免走动和多余的动作。物料箱的设计和摆放要符合人机工程的要求,除了效率的考虑,还要避免人身方面的伤害。
(4)工装夹具
采用各种方法设计和优化所有的工装夹具,以降低瓶颈的加工时间和换型时间,提高维修的便利性。比如手动工具改成气动工具或者电动工具;人工检测改成影像检测;采用一些复合刀具避免换刀次数;工具的摆放位置,也要在操作工触手可及的舒适区内;采用重力货架或者电动的传送带来避免走动和搬运;使用快速夹紧设备。
(5)工艺技术和质量规范
获取和研究工艺技术与质量规范,考虑是否可以去掉、简化和减少。比如测试时间在质量稳定的情况下,是否可以采用下限,如规范内20~25 s的20 s,而不是量产时制定的25 s。技术规范不是一成不变的。
(6)设备及PLC
设备上的有些设计和功能是否可以优化或者配置更高。比如设备工装上的铁屑,由气枪吹改为用切削液冲洗;安全光栅门由单门上下滑动改为双门左右同时打开。检查PLC的程序和设置,行程的路线是否可优化、有些作业是否可并行或者有些设置和规格是否可改变。考虑到设备维护的便利和快捷,设备上的各种仪表是否可以集中;增强设备密封性,避免液体的泄漏、灰尘和加工碎片的沉积或者飞溅。
(7)质量控制
质量控制尤其是防错,不能省略,必要时可增加。在产品和工装设计上要考虑防错,但是要避免过度质量控制。常用的防错设备是感应器、影像装置和PLC控制。由于人工因素不稳定,应尽量减少依靠操作工检测的方法,比如操作工使用油性笔画在功能件上标记防错,意义值得探讨。
(8)可追溯性
可追溯性相关的各种控制不可省略。有些条码枪可以由手持式改为固定式,在装配的同时扫条码。
(9)MES
可以采用MES系统替代手工作业以提高效率。比如填写小时看板和各种报表、SPC数据收集和处理、安灯系统、维修工单和快速响应、看板管理及KPI计算和数据分析等。
3.管理方面
(1)提高OEE
提高瓶颈设备的OEE,降低设备停机时间和效率损失,因此设备的TPM方面要加强,尤其是提前准备采购周期长、昂贵的备件。而当设备停机时,要快速和优先响应。其他方面各种损失的时间也要避免或者尽可能缩短,比如换型时间、准备时间(班前会、5S、AM、防错验证、首末件和工艺检查等)、缺料、PM、新品试制和培训等。
(2)提高合格率
提高瓶颈工序的质量合格率,减少报废和返工,包括原材料的质量。在可行的情况下,设置单独的返工工位,不要占用瓶颈工序和生产线。
(3)存放在制品
在瓶颈工序前后都存放一定的在制品。为了避免瓶颈工序因缺料而停机,在设备前一直要保留在制品,可在其之后放置瓶颈工序在额外工作时间或者后面设备停机时完成的产品,当瓶颈设备故障时,可确保产线还有产出。
(4)放置目视化标识
图3为目视化标识。让线内所有操作工和相关支持人员知道这是瓶颈工序,针对瓶颈要采取相应的措施和优先支持。一个单元内只张贴一个瓶颈标识,要在标识上注明瓶颈的原因。如果同一单元生产不同产品时瓶颈发生变化或者改善之后瓶颈发生变化,需要移动标识。单站的单元不用瓶颈标识。所有其他工站都从属并支持瓶颈,保持其正常运行。

执行和实施改善方案
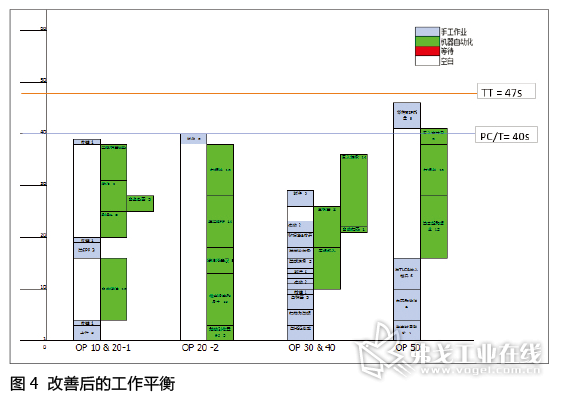
由图4得知,合并OP10和OP20的部分工作,消除了最大的瓶颈OP20,满足计划节拍时间;合并OP30和OP40,由一个操作工工作;OP50由次瓶颈变为最大的瓶颈,需要继续改善降低周期时间,以满足计划节拍时间。
把改善的建议和想法收集起来,制定行动计划,项目责任人监控措施的进展和其在瓶颈工序的运行情况,待稳定运行2~3个月之后,重新绘制工作平衡图,更新与该产线相关的标准和数据,比如计划生产目标、财务上的标准工时、OEE计算和人员配置等。
改善之后衡量绩效的指标可以应用人员生产效率、平衡损失和总损失计算,还可以应用产出增长比、周期时间降低比和OEE提高等指标计算。
结语
瓶颈工序的改善不仅涉及人员,还有产品设计、设备和工艺等方面,所以很多标准需要更新。比如产品设计和工程的变更,需要通知客户获取新的PPAP批准,与之相关的图纸、DFMEA、PFEMA、控制计划、作业指导书、工艺文件、检验指导书、标准作业组合表、TPM作业指导书及OEE计算等相关的文件都需要更新,并培训给相关人员作为新的标准。消除一个瓶颈之后,需要回到第一步去发现新的瓶颈并用前面的方法将其消除,这个过程是循环且持续的,故不可松懈。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖