超声波检测技术在白车身点焊检测中的应用
文章来源:AI《汽车制造业》
发布时间:2018-10-28
本文分析了汽车车身点焊接头传统检测方法的缺点,介绍了利用超声波检测的基本原理、 步骤,并以某车型为例说明了超声波检测在车身点焊中应用的可行性、稳定性、准确性、局限 性及超声波无损检测的发展趋势。
在现代汽车制造过程中,一辆轿车车身由 300多块金属板材、4 000 ~ 6 000 个焊点连接而成。焊点质量对车身的强度及外观质量起着非常关键的作用,为确保焊点质量,我们通常使用凿检及整车撕裂实验等破坏性方法检验焊点质量,检验成本高、难度大且对操作人员的人身安全有一定的风险。
以某车型为例,其白车身由 5 690 余个焊点将300 余件冲压件拼接而成,且 84% 左右的冲压件使用镀锌板及高强钢,对焊点强度的检验要求很高。为此,借助超声波无损检测技术可大大降低焊点检验的难度,同时可以提高检验效率及节约检测成本。
超声波无损检测技术原理
1. 原理
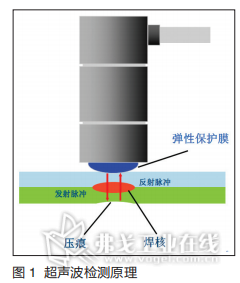
超声波检测是以超声回波技术为基础,由可逆压式压电换能器通过瞬间电能激发产生机械振荡并形成脉冲超声波,该声波在金属中传播时如果遇到缺陷就会产生反射并能返回到换能器处,由于压电传感器是可逆的,于是能把声脉冲信号转换成电脉冲信号。利用超声波在点焊接头中的传播时间及超声能量信号的衰减幅度,评定工件中缺陷的严重程度,以检测汽车车身点焊接头质量。图 1 为超声波检测原理示意图。
2. 探头选择及过程
声波的频率选用 20 MHz,通常我们用经验公式 来选用探头直径D,其中t 为最薄的母材厚度。
探头与试件的接触面是橡胶膜,它能保证探头和点焊表面的弧坑完美地接触,以确保声波的传播。声波在试片中传播时反复被界面反射,产生系列回波信号,显示在仪器的显示屏上面。
超声波检测仪可以随线实测产品,工作效率高,检测结果直观易分析(可检测出接头熔核尺寸和接头熔核内部缺陷)。超声波检测为焊接设备各种参数的设置和白车身焊接质量控制标准的建立提供数据依据。
3. 检测步骤
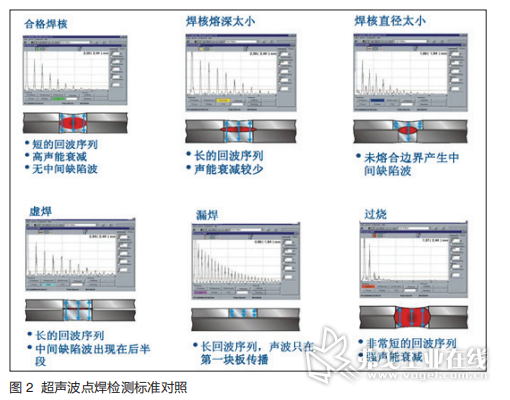
首先,根据点焊工艺特点和超声波检测原理,选择外观质量较好的焊点,建立检测标准波形图;然后根据建立的标准波形图进行超声检测,根据检测结果对焊接工艺和质量进行分析。图 2 为超声波点焊检测标准对照图。
检测实例
1. 点焊试片检测
本试验以某车型发舱点焊试片为试验材料,选用 1.6 mm+1.6 mm 两 层 板 搭接, 采 用 DN3-200 型 和 DN3-160 型焊机,分别在 AMS08L、AMS12L 和 AMS20L 三 个 工 位进 行 点 焊;选 用 1.6mm+1.6mm+1.6 mm 三层板搭接,采用DN3-200 型焊机在 AMS06L 工位进行点焊,各工位焊接电流、焊接时间设定完成。
2. 白车身焊点检测
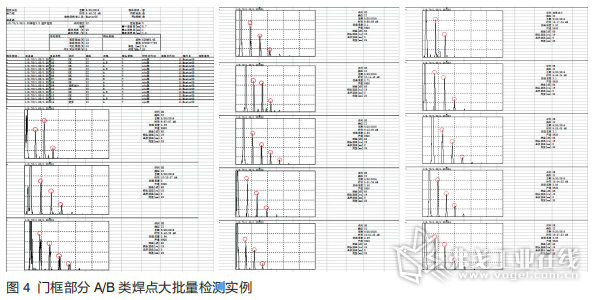
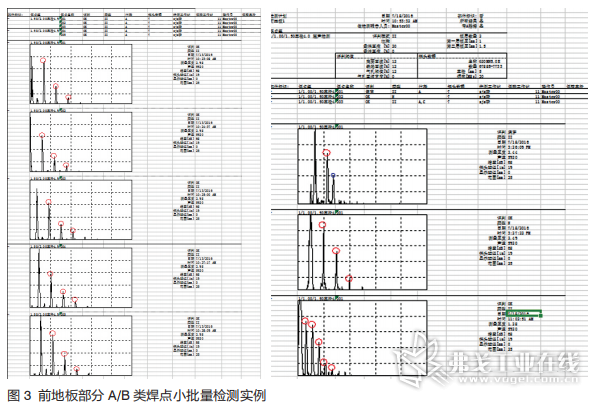
依据白车身 A/B 类焊点清单,建立标准波形图,依此为依据进行小批量(图 3)、大批量焊点检测(图 4),输出检测报告,并组织对检测结果进行评审。
结论
1. 试验总结
针对一次性检测准确性约为 88% 及 3 层板焊点检测繁琐的问题,有以下参考标准:①底波数≤ 8 个;②两底波间中间波数量最大为 1 个;③波行距离<32.8 mm ;④三层板测量被测焊点所在板厚>任意两板板厚之和。同时满足以上 4 个条件,被测焊点为合格焊点,检测准确性可提高至 98% 左右。检测过程的稳定性需要提高,对于平面处的、外观质量较好的焊点检测结果须准确、稳定且检测时间短(约为 30 s/ 点);对于弧面处、拐角处以及总成内部的焊点,同一焊点可能会出现不同的检测结果且检测时间长(约为 3 min/ 点),需要提高。
2. 发展趋势
超声波无损检测是提高汽车产品焊接质量的利器,利用超声波在点焊接头中的传播时间及声能量的衰减程度来检测点焊接头质量,解决了长期以来点焊接头检测的难题,并适用于任何金属薄板点焊接头的质量检测。该方法不仅检测速度快、结果可靠,而且被检测表面干净清洁,能对焊点进行 100% 的无损检测。随着科技的发展和顾客对产品质量要求越来越高,超声波检测汽车点焊接头质量在汽车行业中将得到更广泛的应用。
3. 无损检测设备和仪器的智能化及自动化
在传统的无损检测基础上,应用先进的技术使检测水平提高,从而提高检测精度和检测速度。大量采用数值仿真与数值模拟可以完全排除人为干扰,并自动准确和迅速地将被检测对象的大量信息综合起来进行分析,得到动态图像显示。近年来不断发展的频谱分析系统即为此项技术。
4. 开发新的无损检测手段
无损检测方法由常规的几种方法已发展到近 50 种,但还不能满足不断发展的汽车生产需要,随着检测项目的增加,新的无损检测方法就需要不断地开发出来。各种无损检测方法的综合运用也是无损检测技术发展的一个方向,如激光全数检测系统。
5. 涡流检测
涡流检测是以电磁感应原理为基础。金属材料在交变磁场作用下产生涡流,根据涡流的大小和分布可检测出金属材料的缺陷。涡流检测作为表面探伤的一种形式,有它特有的长处。涡流探伤适合于形状比较规则零件的探伤,也适用于非铁磁性材料的探伤。由于涡流检测是检测涡流场变化的一种探伤方法,所以涡流探伤易实现自动化。在现代化的汽车零件生产线上,每个检测区域使用一个通道,配以自动机械装置和自动报警系统即可实现全自动的探伤检测。


相关文章










![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖