用统计分析方法解决连杆小头孔底孔加工位置度问题
连杆小头孔底孔的位置度要求
连杆小头孔底孔使用镗刀来进行加工。图1为连杆小头孔底孔的尺寸及位置度要求的示意图,其中小头孔底孔位置度的基准为A、Y、Z,理论位置由主定位面A、夹具V形块确定的轴线Y以及大头侧面定位点Z共同确定,公差为φ0.1 mm。
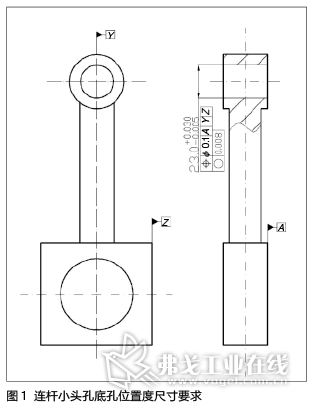
在小头孔底孔的加工过程中,定位面A、轴线Y和定位点Z为定位基准。因为小头孔为通孔,加工中镗刀会贯穿连杆,所以小头孔底孔位置度的评价可不必考虑A基准,仅需考虑Z和Y两个方向。
连杆小头孔底孔位置度采用三坐标测量机测量,测量的定位基准也为A、Y、Z,其定位所用夹具与机床夹具完全相同。当小头孔底孔圆心落在由基准A、Y、Z确定的理论正确位置上的直径为φ0.1 mm的圆内时,位置度合格。根据小头孔加工方式可知在测量时同样不需要考虑A基准,仅从X和Y两个方向来评价位置度。
位置度公差的公式: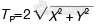 。式中,TP为连杆的小头孔底孔位置度公差;X、Y为位置度在两个垂直方向上与理论位置的偏移量。
。式中,TP为连杆的小头孔底孔位置度公差;X、Y为位置度在两个垂直方向上与理论位置的偏移量。
位置度的异常统计和理论分析
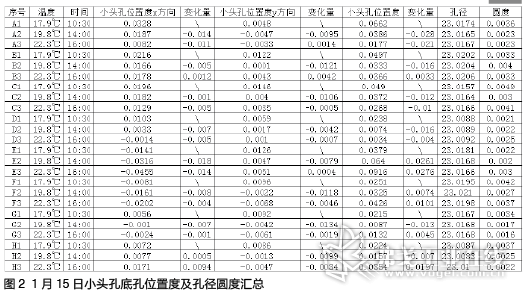
若无特殊原因变差,由于加工基准和测量基准一致,且机床重复定位精度高,小头孔底孔位置度理论上非常稳定,类似正态分布。但我公司连杆线在2018年1月的加工和调试过程中,机床的部分夹具加工出的小头孔底孔位置度出现了异常波动。表1和表2为连杆小头孔底孔测量数据的统计。
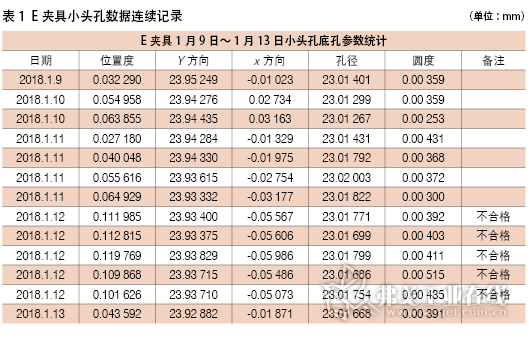
从表1和表2中可以看出:E夹具连续5个工件小头孔底孔位置度不合格,且这是稳定的,非偶然性的。从影响过程能力的“人、机、料、法、环、测”等方面来分析和排除,此时间段内的操作者、加工方法、加工设备和测量设备均未变化,连杆毛坯也为同一批次。通过排查后,发现机床的切削液温度发生了变化。初步判定切削液温度可能是导致连杆小头孔底孔位置度不合格的主要影响因素。
为验证切削液温度变差对位置度的影响,采用了控制变量法进行相关实验来验证。在同一天的10:30、14:00和16:00这三个时间点加工连杆并测量其小头孔底孔位置度,机床的8个夹具同时加工,每个夹具加工1件,同时记录加工时的切削液温度。
如图2所示,小头孔底孔位置度Y方向为实际位置相对于理论位置的变化量。A1~H1为10:30加工的同一组工件,A2~H2为14:00加工的同一组工件,A3~H3为16:00加工的同一组工件。
为了更加直观地对表中的数据进行分析,将其按照加工顺序进行分组,第一组为A1~H1,第二组为A2~H2,第三组为A3~H3。分别将其小头孔底孔位置度的X方向变化和Y方向上的变化做成折线图,结果如图3和图4所示。
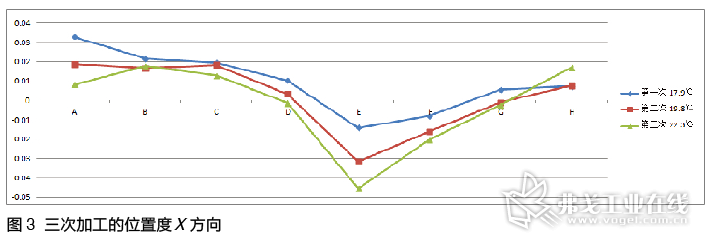
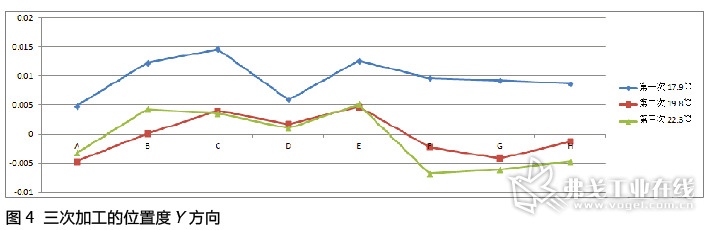
从图3和图4中可以清晰地看到三次加工中小头孔位置度的两个方向发生了很明显的变化,第一次加工的曲线在最上层,第二次加工的曲线基本处在中间层,而第三次加工的曲线在最下层。这表示在这三次加工中小头孔底孔位置度由于某些原因发生了变化,且这个变化是有规律的。
而在这一过程中,没有调整夹具、刀具和机床程序,且在同一天中的三个时间段使用同一台机床进行加工,唯一的变化是切削液的温度。从表1的结果来看,机床在连续加工时是稳定的,由于所有夹具在位置度X、Y方向上几乎全部呈现相同的变化趋势,由此判断在这个过程中发生的变化是非偶然的,且这个变化与切削液温度变化有关。但是温度变化不会直接对位置度产生影响。由图2分析可知,这三次加工之间工件的位置度是整体变化的,可能是加工程序或者夹具定位出现了变差。而机床程序没有进行调整,因此针对夹具定位发生变化这一方向进行分析。
图5为机床的夹具示意图。该机床为双工位回转工作台,每个工位有四个夹具。在开始加工前,机床主轴首先加持探头对测量基准进行校准,这是机床的温度补偿机制,当测量值和设定值偏差在一定范围内时,可以补偿一些由于温度变化导致的设备精度变差。从图5中可以看到,校准的基准点在D、H夹具一侧,以普通钢材的线胀系数来进行代替计算(工作台的线胀系数约为9.1×10-6/℃),当探头进行校准后,基准点为右下角小方块右侧平面,按照12×10-6/℃的线胀系数对夹具偏移进行估算:ΔL=L×ΔT×a。式中,a为线胀系数;L为长度;ΔL为长度变化量;ΔT为温度变化量。
ΔY=9.1×10-6×200×4.4×1 000=8.008 mm;
ΔXA(E)=9.1×10-6×880×4.4×1 000=35.235 mm;
ΔXB(F)=9.1×10-6×630×4.4×1 000=25.225 mm;
ΔXC(G)=9.1×10-6×380×4.4×1 000=15.215 mm;
ΔXD(H)=9.1×10-6×130×4.4×1 000=5.205 mm。
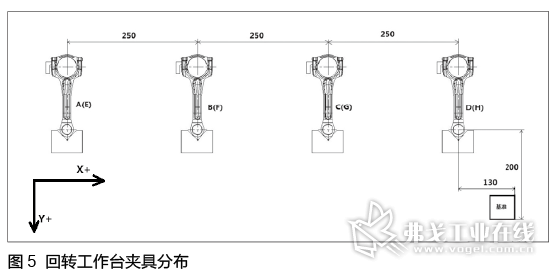
对应图5来看,工作台X方向膨胀会使工件往左偏移,对应机床X轴的负方向;工作台Y方向的膨胀使工件向上偏移,对应机床Y轴负方向。因此ΔXA(E)、ΔXB(F)、ΔXC(G)、ΔXD(H)和ΔY均为负值。从图2中可以看到,夹具A、E实际的变化量为-25 mm和-32 mm;夹具B、F实际的变化量为-0.0 038 mm和-0.012 mm;夹具C、G对应的变化量为-6 mm和-8 mm;夹具D、H实际变化量为-12 mm和+10 mm;所有夹具Y方向实际的变化量大约为-10 mm左右。由于现场温度测量存在一定误差,且设备加工精度对结果有一定影响,因而计算值与实际值存在一些差距。但是位置度X、Y两个方向的计算值和实际测量值的变化方向是一致的,随着温度的升高位置度会逐渐增大。因此可以确定工作台的线膨胀是对位置度产生了不利影响,是导致位置度变差的主要原因之一。
加工实验的验证结果
上述结论是理论推导得出的,需要对其进行验证。方法为对照实验,变量为切削液温度。若在控制切削液温度的条件下小头孔底孔位置度稳定,而在没有控制切削液温度的条件下小头孔底孔位置度不稳定,就可以说明温度是导致小头孔底孔位置度不合格的主要原因,控制温度可以提高机床加工精度。
第一次加工实验是在不控制切削液温度的情况下,用E夹具连续加工55件连杆,图6~图9为E夹具的55件连杆的小头孔底孔位置度的统计图像。整个加工过程升温3.0℃。
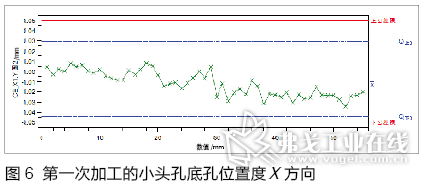
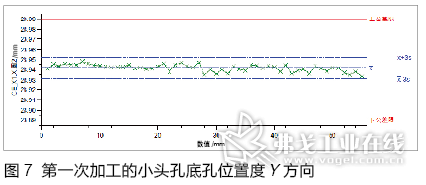
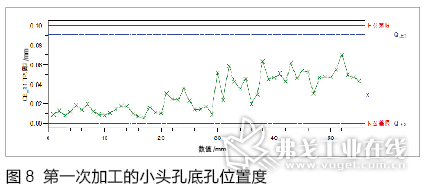
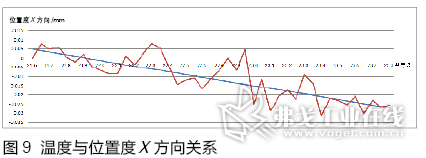
图6~图8为E夹具的小头孔底孔位置度。图6为X方向,图7为Y方向,图8为综合计算的小头孔底孔位置度。从图像中可以很清晰地看出,在加工初期,切削液温度尚未上升时(在加工时会产生大量切削热,随着切削液循环带回水箱,且切削液的循环需要一定时间),小头孔底孔位置度很稳定。随着温度升高,小头孔X方向变化非常大,导致综合位置度变大。测算出位置度的Cmk为0.89,不能保证设备加工稳定性。
图9是在图6的基础上结合验证时记录的温度制作的温度与位置度的关系图。图9中的直线为折线图的近似拟合的一次函数。可以看到随着温度升高,位置度X方向越来越小,且呈线性关系。计算该直线函数为F(x)=-0.014x+0.306。式中,x为机床的切削液温度;F(x)为实际位置度。
此函数仅适用于该机床的E夹具。从图9中可知,当温度在约22℃时E夹具正好位于理论位置,此时夹具的状态最好。
第二次加工实验对机床切削液温度进行了控制,同样用E夹具进行了55件连杆的加工验证。此次加工温度设定为20℃。
第二次加工实验的统计图像如图10、图11和图12所示。
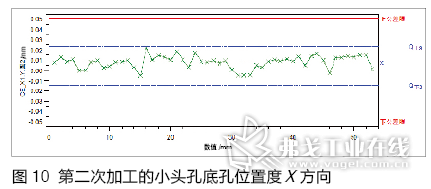
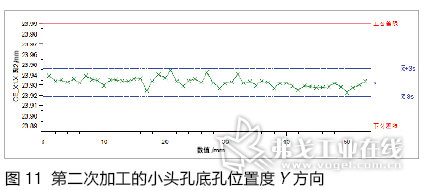
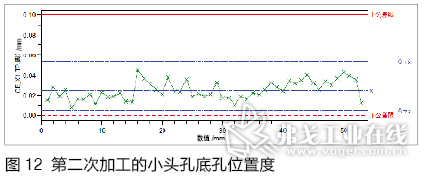
由图10和图11可以看到,小头孔底孔位置度X、Y两个方向都很稳定,使得最终整体的小头孔底孔位置度稳定。此次验证中小头孔底孔位置度的Cmk为2.07,设备加工能力满足要求。两次验证唯一的区别在于第二次验证时控制了切削液温度。
由上述实验可以看到,切削液温度是导致小头孔底孔位置度不稳定的主要原因,当温度在可用范围内稳定时,即使加工温度并非最佳温度,机床依然能稳定生产出合格产品。控制切削液温度可以显著提高机床夹具精度,避免发生由于温度变差产生的小头孔底孔位置度不合格。此批次出现的连杆小头孔底孔位置度的质量波动最终彻底解决,并在生产线的现场管理文件中增加对切削液温度的控制要求,为企业日常生产管理提供了有效的指导和借鉴作用。
结论
每一个工件都包含着很多信息,使用统计学工具可以提取这些信息,对其加以分析可以找到其中的变化规律。通过对不合格件的原因分析可以找出现行控制方法中的缺陷。了解这些缺陷,并改善控制方法可以从根本上提高产品合格率,减少生产过程中的不合格品,提高企业效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖