铝合金车身激光焊常见失效模式及解决方案
目前国内市场中,合资企业已将激光焊接技术大量应用在其顶盖、行李舱盖、侧围门框和地板等位置,并将其作为标准工艺进行推广。近几年,随着国家对环保要求的提升,轻量化成为汽车设计的一个趋势,而铝合金成为车身设计中应用越来越广泛的一种材料,而激光焊接技术应用在铝合金的连接中,用于解决焊接困难,并进一步降低车身重量。基于此,急需对铝合金激光焊失效模式分析展开研究,攻克技术壁垒。
技术背景
1.激光焊技术简介
激光焊接技术是以高能激光束为热源,使其冲击焊件接头,通过熔化钎料或母材,完成板材间的连接的一种热连接技术。目前白车身激光焊接中应用较为广泛的两种焊接方式为激光钎焊和激光
熔焊。
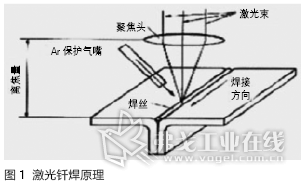
激光钎焊(图1)即以激光作为热源,利用熔点比母材低的材料作为填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法,多用于轿车顶盖及行李舱等处的焊接。
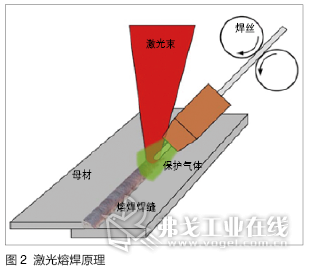
激光熔焊(图2)也是利用激光为热源,当两板件搭接时,采用填丝或不填丝的方法,使两板件母材均熔化为液态并融合,冷却后形成可靠焊缝的一种连接方法,多用于汽车顶盖与地板等处的焊接。
2.铝合金激光焊技术难点
激光焊接对单件及车身质量和精度要求较高,而铝板精度提升较钢板难度加大,铝合金车身精度提升难度也远远大于普通钢车身,故铝合金激光焊对产品设计、工装设计和调试方法等均存在挑战;激光焊接技术在铝合金材质上的应用,极易产生气孔、裂纹等焊接缺陷,对工艺参数的整体匹配要求极高;而铝合金材料的特性,极大影响激光焊接的焊接效率及成形效果。
常见失效模式分析及解决方案
1.漏焊
漏焊(图3)主要由以下原因造成:焊丝使用时间较久,吸附水分及杂质,造成送丝卡滞;焊丝跟踪力设置过小,对局部位置无法有效跟踪;上层板件止口质量差,存在毛刺或局部凹陷,导致焊丝跳丝;板件间匹配精度较差,间隙过大或形成错边,导致焊丝跳丝。

漏焊的解决方案:更换焊丝,焊丝在空气中暴露不能超过一个月;重新设置合适的跟踪力参数;提高冲压件精度,冲压件止口边无毛刺或凹陷;控制搭接精度,板件搭接间隙≤0.2 mm。
2.内部气孔
板件搭接间隙过小,当间隙为0.1 mm时,出现气孔的频率增大,且气泡直径增大。熔池未得到充分搅拌,熔焊接头如采用固定振镜焊接头时,气孔无法有效控制;钎焊接头如采用低系列焊丝时,气孔量也存在增加现象。如图4所示。
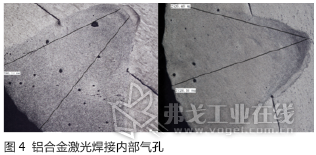
针对铝合金焊接,熔焊时需采用摆动焊接头焊接,保证熔池搅拌;钎焊时选用与铝板材相同或更高系列焊丝,保证焊缝成分得到改善,避免气孔大量产生;调整钣件之间的搭接间隙,使其为0.1~0.2 mm。
3.表面气孔
板件搭接间隙过大,当搭接间隙>0.2 mm时,出现气孔的概率增大,且气孔直径增大;焊接速度过快,当焊接速度≥5 m/min时,出现气孔的概率增大。如图5所示。
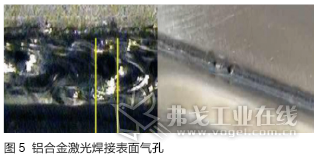
板件搭接间隙和激光焊接速度是气孔产生的主要因素,因此,针对不同系列铝合金板材及不同板厚板材应控制板件搭接精度,设置适当的激光焊接速度。
4.整体烧穿
激光功率过大、板件搭接间隙过大都可以导致整体烧穿。熔焊时,当激光功率≥3 500 W时,焊穿概率增大;钎焊时,当激光功率≥4 500 W时,焊穿概率增大;熔焊时,当搭接间隙≥0.5 mm时,焊穿概率增大;钎焊时,当搭接间隙≥1 mm时,焊穿概率增大。
激光功率和板件搭接间隙是焊穿的主要因素,针对不同系列及不同板厚和搭接组合的板材,应选择合适的参数,并控制板件搭接精度。
5.焊穿及弧坑
焊接速度过低、焊接起收弧动作与开关光延时未配合到位易产生起收弧焊穿及弧坑。熔焊时,当焊接速度≤3 m/min时,焊穿概率增大;钎焊时,当焊接速度≤3 m/min时,焊穿概率增大;起弧时,开光延时参数过小,易造成起弧焊穿;收弧时,关光延时参数过大,易造成收弧焊穿。
焊接速度与开关光延时是起收弧容易焊穿的主要因素,针对不同系列及不同板厚和搭接组合的板材,应选择合适的参数,并控制板件搭接精度。
6.裂纹
焊接速度过快、焊接功率过高时易导致铝合金裂纹的产生。熔焊时,当焊接速度≥4.8 m/min时,裂纹概率增大;钎焊时,当焊接速度≥5.4 m/min时,裂纹概率增大;熔焊时,当激光功率≥3 500 W时,裂纹概率增大;钎焊时,当激光功率≥4 500 W时,裂纹概率增大。
焊接速度与焊接功率是起收弧容易焊穿的主要因素,针对不同系列及不同板厚和搭接组合的板材,应选择合适的参数,同时激光钎焊可通过焊丝的选择调整Mg合金含量,降低裂纹倾向。
结论
随着国家对汽车能耗的限制越来越严格,车身轻量化迫在眉睫,而铝合金激光焊的应用可以使焊接边搭接宽比常规连接减少50%,有效实现车身轻量化,且焊缝平整美观,可直接代替外饰条,同时降低产品成本,而此新工艺研究还未完全成熟,焊接难度也比传统的焊接难度大。所以对铝合金激光焊常见失效模式进行研究是当下铝合金焊接技术的重要工作,它将为汽车轻量化做出重要贡献。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖