SUV多连杆独立悬架装配工艺研究
多连杆后独立悬架的特点
汽车三大件是指发动机、变速器和底盘,而底盘最重要的就是悬架。一个车辆采用什么样的悬架结构,可能会直接影响车辆的操控和舒适度,所以有一个良好的悬架结构至关重要。汽车的悬架结构主要分为独立悬架和非独立悬架两大类,独立悬架与非独立悬架主要区别在于连接方式,独立悬架结构是将车轮与车身连接,两个对称的轮胎之间没有直接连接。而非独立悬架结构在车轮与车身连接的同时,两个对称的轮胎之间也存在连接。
不少车型的后悬架主要是扭转梁和拖曳臂的非独立悬架,这些类型的后悬架结构简单,成本较低,悬架参数也容易控制,但是后排乘客的舒适性就会不佳,因此乘用车后悬架选用多连杆的趋势越来越明显。多连杆后悬架结构由杆件组合起来控制车轮的位置变化,采用4~5个连杆。多连杆悬架的舒适性在独立悬架中是最好的,在加速和制动时可以给车辆很好的支撑,此外多连杆悬架结构可使后轮形成正前束,提高了车辆的控制性能,减少转向不足的情况。
装配工艺及步骤的研究
图1为多连杆后独立悬架结构。多连杆后独立悬架的装配步骤如下:
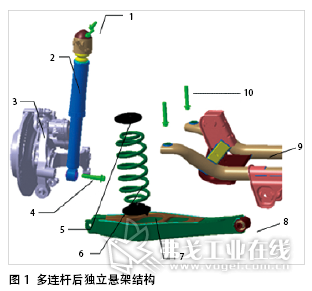
1)螺栓4将后减振器2与转向节3连接起来,确保减振器与后悬架模块的相对角度在设计状态下拧紧螺栓至规定力矩。
2)依次将后簧下软垫7、后螺旋弹簧6和后簧上软垫5叠放于后下控制臂总成8上,两根后螺旋弹簧6必须同时是点白漆或黄漆,请勿混装。后螺旋弹簧6表面点白漆或黄漆的一端与后簧下软垫7配合,没有点漆的一端与后簧上软垫5配合。后螺旋弹簧6的底部端头需与后簧下软垫5上的限位凸起配合。利用举升装置将后悬架模块向上举升;在举升过程中,保证后拖曳臂安装支架总成与车身安装盒子对齐,同时注意后减振器上端与车身安装座孔对齐,当副车架安装套管面与车身纵梁接近后,使用螺栓10将后副车架总成9与车身四点连接,四点装配顺序如下:
①先预拧紧左后(主定位),再预拧紧右后(辅助定位)紧固螺栓。
②然后再同时拧紧左后、右后紧固螺栓至规定力矩。
③预拧紧左前、右前紧固螺栓。
④同时拧紧左前、右前紧固螺栓至规定力矩。
⑤然后使用螺栓将拖曳臂安装支架与车身连接起来。
⑥最后再拧紧螺栓至规定力矩。
3)最后按照后减上端的装配方法,将减振器与车身紧固,拧紧到规定力矩,保证所有螺栓紧固完毕后,使后簧上软垫5与车身弹簧托盘对中并接触。
工装的验证和方案设计
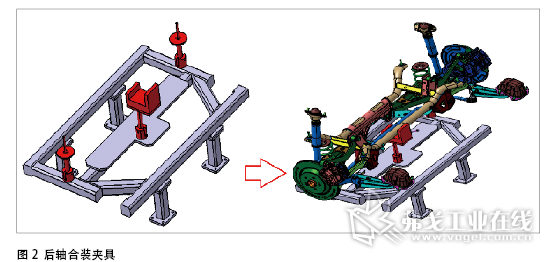
1.验证
根据数模和现场样车试制装配,由工装设计人员设计出来第一个后轴合装夹具,如图2所示。后轴合装夹具完成后,发到总装车间进行实车验证,在合装时发现后轴和车身连接时,由于弹簧没有压缩,在RGV上升过程中,将车身顶起,副车架连接螺栓无法和车身连接到一起,需要人去拉车身,将弹簧压缩。同时在弹簧压缩过程中,拖曳臂因为弹簧受力往车身内侧移动,造成拖曳臂和车身安装需要人为搬动,此次试装发现夹具需要增加拖曳臂的限位,弹簧需要压装装置。
2.方案设计
经过第一次的试制验证,弹簧需要压紧装置已经毋庸置疑,工装设计人员开始设计方案,如下。
(1)方案一
预压弹簧后合装,合装夹具上有专用预压装置。在合装前,人工将弹簧按照要求的角度放到夹具上,使用气动工具拧紧到要求的位置,合装过程中一直保持压缩状态。完成合装连接,紧固件拧紧后松开压缩装置,夹具降下。合装过程为一次举升,弹簧压缩角度与装车后位置保持一致,确保松开状态能够直接对准弹簧上部的槽位,当上下摆臂、拖曳臂和副车架等与车身各连接点装配完毕后,将夹具松开,完成装配。预压弹簧后合装压缩可靠,较安全合装夹具复杂,通用性差,不适合多车型混线生产,适合单一类型的后悬架。
(2)方案二
合装车上带有链条,合装第一次举升时首先带上拖曳臂,与车身连接的螺栓不拧紧,举升机构下降,塞入螺旋弹簧,并用链条勾住车身;第二次举升,达到螺旋弹簧受力的状态,并确保滑柱可以连接的位置,紧固所有零部件连接点。合装车在举升过程中,由于链条有间隙,可能会使整车与吊具支点脱开。链条拉紧投资少,实现简单,通用性好但存在安全问题。
(3)方案三
用专用机械手压缩并安装弹簧。先将后悬架各零部件按照产品设计的半载状态摆放在工装夹具上,然后将各连接杆螺栓拧紧至产品要求的力矩;然后通过合装小车将各连接点与车身连接到位;最后通过弹簧机械手将螺旋弹簧压缩后装配到位。专用机械手压缩并安装弹簧通用性好,但存在一定的安全隐患,费用投入较大。
经过内部方案评审和讨论,以上方案都已经在各大主机厂进行实车验证,都可以解决多连杆后悬架螺旋弹簧的装配问题,考虑成本、周期及混线生产等因素后决定采用方案二进行验证,对工装进行二次优化,增加了链条和拖曳臂支撑。后轴合装夹具优化完成后,发到总装车间进行实车验证。在合装时首先将副车架总成放到RGV上,RGV合装第一次举升时首先带上拖曳臂,与车身连接的螺栓不拧紧,举升机构下降到刚好塞入螺旋弹簧,用链条勾住车身;第二次举升,达到螺旋弹簧受力的状态,并确保副车架、滑柱与车身可以连接,紧固所有零部件连接点。因为拖曳臂增加了限位,拖曳臂安装也满足要求。第二次验证满足使用要求。
总结
多连杆独立悬架安装方式这里介绍了三种,通过验证,最终满足生产的需要。各大主机厂都有自己的装配方式,任意一种装配工艺方案都可以解决多连杆独立悬架螺旋弹簧的装配问题。本文的设计方案已经在实车试验中得到验证,为各大主机厂提供经验。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖