缸体泄漏原因分析及检测方法
发动机在运行的过程中需要润滑和冷却,而在运行过程中若出现润滑油和冷却液泄漏的现象,就会导致发动机损坏,威胁行车安全。所以发动机的内部通道密封性必须严格要求,而主要的润滑油和冷却液流动通道都在缸体上,其密封性要求更加需要保障。缸体的密封性要求主要有水道、油道及曲轴室,通过试漏机进行试漏来判别密封性是否良好,目前试漏主要采用的是差压法来测试。本文将通过分析差压法试漏机工作过程中的各项影响因素,排查导致试漏结果不合格的原因。
缸体试漏过程及原理
目前使用的试漏机采用的是降压法,大致分为5个过程(图1)。
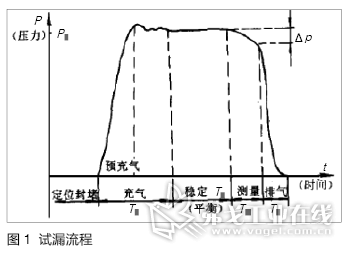
1)装夹过程:通过设备工装装夹零件,然后用弹性密封圈封住测试部位。
2)充气过程:充气阀打开,向待测零件内部充入固定压力的气体。
3)稳定过程:充气阀关闭,待一定时间后,充入气体进入到零件内部后达到稳定状态。此阶段是提供气体稳定和热交换的时间,它是精确测量的必要条件,把稳定阶段结束时的压力值作为参考压力值存储起来。
4)测量过程:测量系统进行检测,在规定的测量时间,检测零件内部压力值,并与参考值作比较,得出△p。△p显示为数值,其值超过规定的范围就为不合格。
5)排气过程:松开封堵,松开工装,将零件内气体排入大气中。
试漏失效分析
从试漏过程及原理可以看出,在试漏这一整套系统中,只要其中某一个环节出了问题,就可能会导致试漏工作不正常。主要体现在以下两个方面。
1.缸体泄漏的原因
缸体泄漏是指在缸体试漏过程中,由于零件出现问题导致泄漏,从而导致试漏不合格的情况。主要有以下原因产生:
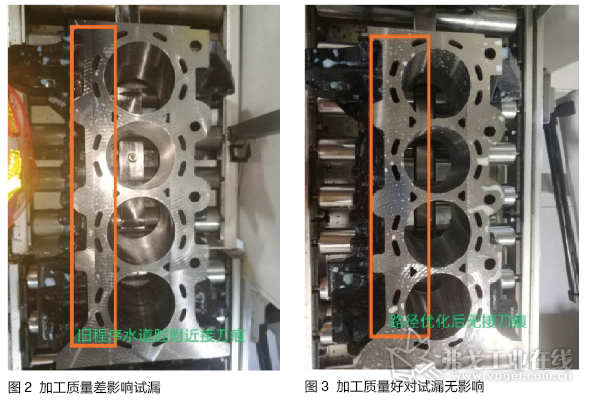
1)缸体加工表面。前工序生产过程中,需对封堵与零件接触的表面进行加工。当对零件表面进行铣削加工时,加工质量较差,就会出现封堵,无法与零件表面完全贴合,导致无法完全密封,部分气体泄漏,从而出现试漏测试不合格的情况(图2、图3)。
2)缸体腔体内部出现铸造缺陷。缸体内部有油道、水道、曲轴室三部分腔体,零件进入试漏工序时,待整个充气过程完成后,油道、水道、曲轴室腔体内均会充满气体。如果零件在前期铸造过程中,有铸造缺陷,如砂眼、缩孔、裂纹等,气体会通过铸造缺陷泄漏,导致试漏结果出现不合格。
2.试漏模式失效
1)封堵损坏。为实现测试时密封性良好,通常采用压缩率稳定的橡胶材料制作成封堵与零件加工表面贴合。由于封堵是塑性材料,在长期挤压过程中,会出现开裂、脱落及变形的情况,从而导致与加工表面贴合密封效果不佳,出现泄漏情况。
2)定位销磨损。在零件装夹过程中,底部封堵板先升起,定位销插入缸体底部定位孔中,实现零件定位,然后再进行装夹。长期工作过程中,定位销会与零件摩擦出现磨损,若磨损过大,则无法与零件定位孔配合实现定位作用,其余方向的封堵板在装夹时会将零件顶歪,导致封堵与零件表面无法完全贴合,出现泄漏的情况。
3)试漏系统管路破损。封堵板上的管路与试漏系统连接,系统通过管路实现充气和压力检测。管路长期随着封堵板的前后运动而移动,长久往复使得管路出现裂纹和破损,从而导致部分气体从管路中泄漏,出现试漏结果不合格的情况。
试漏失效原因检测方法
根据笔者的工作经验和学习,针对缸体泄漏和试漏模式失效两大问题提出了如下检测方法,以快速有效甄别不同的泄漏情况。
1.针对缸体泄漏的检测方法
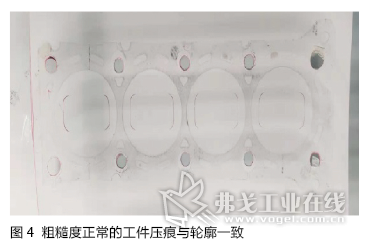
1)采用面压纸检测缸体表面加工粗糙度。在封堵板装夹零件前,将面压纸放置于零件与封堵板之间。等到试漏过程结束后,取下面压纸,查看面压纸表面痕迹。若面压纸痕迹与零件表面轮廓一致,则表面加工质量合格,并不是泄漏的原因(图4)。若面压纸出现与轮廓不一致的痕迹,则可判断由于零件表面质量缺陷导致泄漏,需改善前工序表面加工质量。
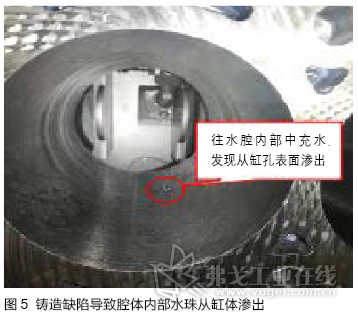
2)采用水试法检测腔体铸造缺陷。将干燥的零件内部腔体中灌满水,用封堵板将零件封堵住,再用外部气源进行充气。充气一定时长后(由于铸造缺陷较小,充气时间需超过半小时),观察零件外表面和缸孔壁,查看是否有水珠渗漏,若有水珠则可判断为铸造缺陷导致泄漏(图5)。
2.针对试漏模式失效的检测方法
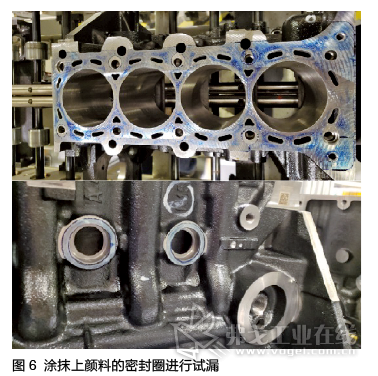
1)针对密封圈损坏和定位销损坏的情况,将密封圈涂抹上颜料进行封堵,试漏完成后,零件表面会留下密封圈的颜料痕迹(图6)。若痕迹出现了残缺现象,且残缺部位与零件边缘相交,则表明泄漏与密封圈损坏有关;若痕迹出现偏移现象,部分颜料已经超出零件表面边缘,则说明零件已出现偏移情况,定位销出现磨损,已无法有效定位。针对这两种情况,需更换新的密封圈和定位销,更换完成后,进行颜料测试验证,保证更换后的系统正常。
2)针对试漏系统管路破损的情况,可使用标准漏孔进行检测。将标准漏孔插到试漏系统中,由于标准漏孔是固定泄漏值,正常试漏值为1.3 sccm。若系统实际检测泄漏值比标准漏孔泄漏值大,则说明此时试漏系统有管路破损情况,维保人员需更换系统中的管路以保证系统正常运行;若系统实际检测值与标准漏口插入的变化一致,则说明系统稳定无异常。
总结
总之,发动机缸体泄漏,直接影响了发动机的经济性和动力性,会导致发动机使用出现故障,甚至出现发动机无法工作的情况。长期以来,问题解决的难点在于泄漏失效模式不明确,本文从试漏工序的一整套系统进行分析,即从零件产品质量、设备、工装及试漏系统等方面进行了分析,论述了快速有效找到失效模式的检测方法,找到问题解决的方向,可在实际生产过程中提高问题解决效率。希望通过本文,能给读者在工作中带来一些有用的参考。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖