全铝及钢-铝混合车身轻量化连接技术
铝合金应用比例的提升使得传统钢制车身逐步向全铝及钢-铝混合车身转变。相应地,其材料匹配方式也由单一的钢-钢向钢-钢、铝-铝、钢-铝等多组合方式转变,涉及同种及异种材料的连接。铝合金自身的物理化学属性导致其焊接性非常差。传统电阻焊以及弧焊工艺已经无法满足铝合金的连接及应用需求,因而急需开发和掌握新的铝合金连接工艺。详述了国内、外四款主流车型全铝及钢-铝混合车身的轻量化材料及连接技术应用情况,将当前铝合金主流连接工艺归纳为焊接、机械连接及粘接三大类,并依次阐述了其工艺原理、技术优势及在汽车上的主要应用情况,旨在为轻量化车身的设计与制造提供借鉴和依据。
1、前言
随着能源危机以及环境污染变得日趋严重,作为全球制造业支柱产业的汽车行业正面临着前所未有的节能减排压力。汽车轻量化被视为实现节能减排最经济且行之有效的手段。据报道:当汽车整车装备质量下降10%时,可带来6%~8%的油耗减少以及4%的尾气排放下降。
铝合金的大量采用在实现车身轻量化的同时也对现有车身连接工艺提出了巨大挑战,因而急需开发和掌握铝-铝、钢-铝材料间的连接新工艺,为轻量化车身的设计与制造提供有力支撑。
2、全铝及钢-铝混合车身典型案例
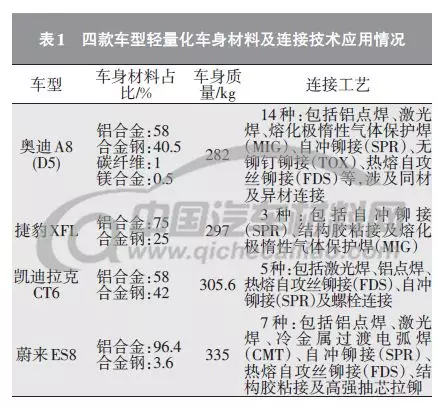
对国、内外主流车企开发的典型全铝及钢-铝混合车身采用的连接技术以及轻质材料应用情况进行了调研、资料搜集以及总结,主要包括奥迪A8(D5)、捷豹XFL、凯迪拉克CT6以及蔚来ES8四款车型,其相关统计结果见表1。

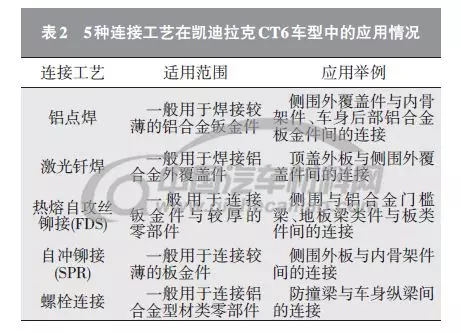
凯迪拉克CT6车身采用钢-铝混合结构,材料组成按照制造工艺的不同可归纳为5大类,即热成型钢板、冲压铝板、高压铸铝件、挤出铝型材以及普通钢板,如图4所示。其中铝合金的应用占比达58%。采用铝点焊、激光焊、热熔自攻丝铆接(FDS)、自冲铆接以及螺栓连接等5种连接工艺实现了车身铝材与钢材间的拼接、互连。上述5种连接工艺的主要应用区域如表2所示。


3、全铝及钢-铝混合车身轻量化连接技术
对于铝-铝同材连接而言,因铝合金的导电、导热性好且与铜易发生化学反应,采用传统电阻点焊进行铝合金的焊接时,会产生电极烧损、焊接质量不稳定等各种问题,无法满足实际焊接需求。而对于钢-铝异材连接而言,由于钢与铝的固溶度很低,其物理、化学属性差异又比较大,采用弧焊、电阻焊连接钢-铝异材时,在焊缝处很容易生成Fe-Al脆性金属间化合物,严重破坏焊缝的强度与耐久性。此外,钢、铝两种金属材料的化学电位相差比较大,连接界面处很容易产生电化学腐蚀,严重影响焊接接头的质量以及后续使用性能。可见,传统的焊接工艺已经无法满足铝-铝、钢-铝材料间的连接要求。
3.1 焊接工艺
3.1.1 铝合金电阻点焊

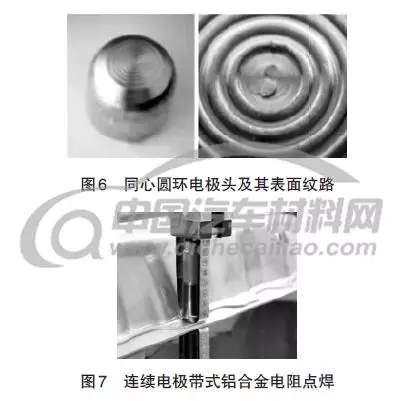
当前,铝合金点焊连接技术的解决方案为采用大功率中频焊机加自适应技术,并匹配具有破除表面氧化膜功能的同心圆环电极头或者采用隔绝电极与母材直接接触的电极带。在电极压力下,上述同心圆环电极头表面凸起的圆环,如图6所示,可以刺破铝合金表面的氧化膜,利于焊接回路的稳定以及有效接触电阻的获取,从而得到可靠和质量稳定的焊接接头。图7所示为连续电极带式铝点焊,焊接过程中电极带位置可随焊接头位置的改变而自动切换,从而保证电极与母材的接触表面总能保持干净。通过在母材与上、下电极之间增加合适的连续电极带,不但实现了上、下电极两端的热平衡,还避免了电极与铝板的直接接触,改善焊缝质量的同时还避免了铜电极的快速烧损。
目前,铝合金电阻点焊工艺在汽车上的应用主要集中在门盖、侧围等外覆盖件、内骨架件以及地板区域板类件的连接。
3.1.2 激光焊接
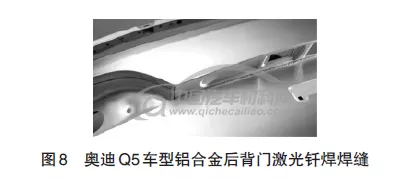
激光焊接在汽车领域中的应用始于上个世纪80年代,目前已成为传统钢制车身制造中的一种常见标准连接工艺。随着全铝及钢-铝混合车身的流行,激光焊接开始逐步被应用于铝合金零部件间的连接,根据其焊接原理的不同可分为激光钎焊、激光深熔焊两大类。

3.1.3 熔化极惰性气体保护焊(MIG)
铝合金MIG焊工艺是利用电弧热将专用的铝合金焊丝及两侧母材熔化、扩散、凝固形成焊接接头来实现连接一种工艺方法,一般采用氩气或者富氩气体保护焊接熔池以获得优质的焊接接头。该工艺方法焊接质量稳定、可靠,特别适合铝合金中厚板的连接且生产效率高。另外,其电弧是明弧,焊接过程参数稳定,易于检测及控制。通常在氩气内加入1%的氧气,以改善电弧的稳定性。在全铝及钢-铝混合车身制造中,型材类零件间的连接一般选择MIG焊工艺,具体包括地板梁类件、副车架、上车身承力骨架件以及新能源汽车电池框架等。图10所示为宝马7系车型采用的E65全铝副车架,其在制造过程中就大量采用了MIG焊工艺。

3.1.4 冷金属过渡电弧焊接(CMT)
CMT焊接技术是为了解决薄板焊接变形问题而开发出的一种新型低能耗连接工艺,从本质上讲其属于MIG焊中的一种特殊形式。具体工艺过程如图11所示,可分为以下四个阶段。
a.电弧引燃的同时焊丝做进给运动;
b.熔滴向熔池过渡的同时电弧熄灭,电流减小;
c.熔滴借助焊丝的回抽实现脱落,电流仍保持较小值;
d.焊丝回抽至最初的进给状态。熔滴过渡按照上述工艺过程往复循环,通过精准的数字化工艺控制,每秒可实现高达90次的熔滴过渡。
CMT焊接工艺实现了几乎无电流状态下的溶滴过渡,减少了电弧输入热量的时间,大幅降低热输入量,可以焊接薄至0.3mm的铝合金板材。变形量得到有效控制的同时还提高了焊接质量的重复性。此外,CMT焊还可用于钢-铝异材间的连接,具体原理为铝一侧为熔接,钢一侧为钎焊连接。近年来,为了提高CMT焊接技术对中厚板的适应性,在原有工艺中加入了Pulse脉冲循环,提高了焊接热量输入,带来了更快的焊接速度和并拓宽了其应用领域。
CMT焊接技术作为一种先进的MIG焊工艺,具有工艺稳定性高,焊接质量好,适用性强等一系列优点,同时受产品结构设计、材料种类以及零件匹配状态的影响较小。但是其产生烟气污染的程度要比其它连接方式大,因而需要配备相应的除烟尘设备。CMT焊缝表面质量不太美观,经常伴有夹渣、咬边、气孔等外观缺陷的存在,因而其一般不作为汽车外覆盖件连接的首选工艺。CMT焊接技术经常被用于地板梁类件、车身内骨架以及结构件间的连接。特斯拉下车身以及奥迪A7后流水槽就采用了该项技术。图12所示为奥迪A7侧围后流水槽区域CMT焊接工作照片。

3.1.5 搅拌摩擦焊接(FSW)
搅拌摩擦焊是通过将高速旋转的搅拌工具压入待焊母材,并借助其旋转接触摩擦热将工件加热至塑性软化区,并最终冷却形成有效连接的一种固相连接工艺。可见,搅拌摩擦焊焊缝金属未经过传统熔化焊焊缝形成过程中的熔化、凝固阶段,其焊缝组织更加接近锻造组织,几乎没有缺陷。因而相比传统熔焊,其接头拥有更高的连接强度。根据其焊缝的形成轨迹不同,可分为搅拌摩擦缝焊以及搅拌摩擦点焊两大类。搅拌摩擦焊的焊缝形成工艺过程可分为旋转、压力插入、塑性软化以及焊接四个阶段。图13所示为搅拌摩擦缝焊的焊缝形成过程示意。

搅拌摩擦焊属绿色连接工艺,焊接过程中无辐射、烟尘、飞溅等产生,环保友好性较好。在连接过程中,无需填充材料、保护气体及加工焊接坡口,不用对母材表面氧化膜做特殊处理并且接头强度基本上可以达到与母材相一致。因而,搅拌摩擦焊被视为是铝合金焊接优选的一种连接工艺。但是,其也有一些缺点,如对焊接设备的刚性要求较高、焊接操作柔性差等。
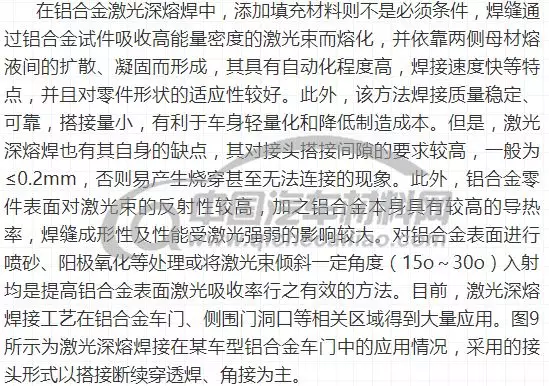
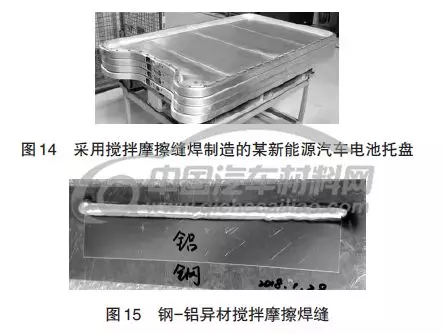
铝合金搅拌摩擦缝焊主要用于型材或者较厚板材类零件间的连接。新能源汽车铝合金电池托盘就采用了上述连接工艺,如图14所示。除了应用于铝-铝连接外,当前搅拌摩擦缝焊在钢-铝异材连接研究上也取得了重大突破,并获得了较好的表面连接质量,如图15所示,但其连接强度效果尚不可知。
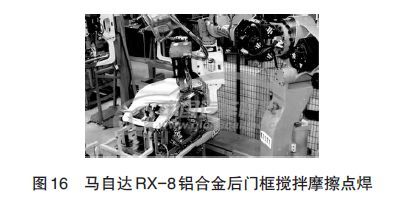
搅拌摩擦点焊主要用于铝合金薄板类零件间的连接,主要应用区域包括前围挡板、后门框以及发罩内板等。图16所示为马自达RX-8铝合金后门框搅拌摩擦点焊示意
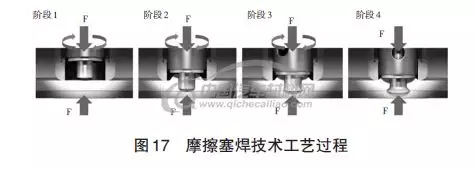
由于搅拌摩擦焊的影响因素众多且技术难点大,很大程度上限制了其大规模推广应用。近年来,一种基于摩擦焊原理并可以连接钢-铝异种材料的摩擦塞焊技术快速兴起。该技术的本质是借助高速旋转的钢制铆钉穿透上层铝板,并与下层钢板通过摩擦点焊实现连接,借助钢-钢连接来实现钢-铝连接的目的。其工艺过程如图17所示,包括旋转预热、穿透、摩擦塑性软化、焊接四个阶段。目前,该工艺已在奥迪Q7中通道区域得到应用。
3.2 机械连接工艺
3.2.1自冲铆接(SPR)
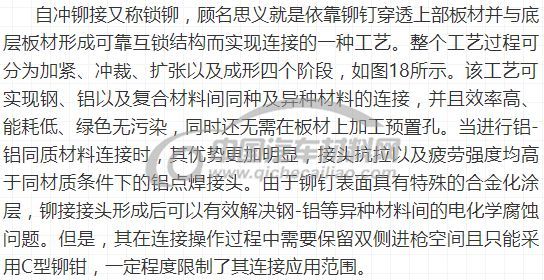
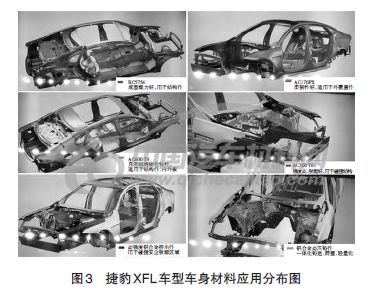
自冲铆接技术的主要应用领域为车身板材零部件间的连接。接头质量除了受铆钉、铆模以及工艺参数影响外,还应特别注意以下几点材料匹配原则。薄板在上,厚板在下,并且底层板厚度至少为板材组合总厚度的1/3;高硬度材料在上,低硬度材料在下,并且下层板材料在不经过热处理时,其强度不应高于600MPa;上层板越硬,下层板就需要越软越厚。当前,自冲铆接工艺已成为全铝及钢-铝混合车身制造的首选连接技术。仅捷豹XFL车型白车身制造中就采用了2754个铆点,涉及18种铆模,30种铆钉,匹配480种板材搭接,并且100%采用自冲铆接技术。图19所示为捷豹XFL白车身自冲铆接机器人正在进行连接操作作业。
3.2.2 热熔自攻丝铆接(FDS)
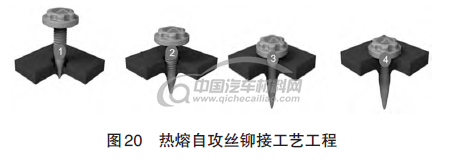
热熔自攻丝铆接是借助巨大的轴向压力将高速旋转的自攻钉旋入被连接母材形成结合螺纹,并依靠结合螺纹将自攻钉拧紧而实现材料连接的一种工艺。整个工艺过程可分为自冲孔、螺纹成形、攻入以及拧紧四个阶段,如图20所示。FDS属单面连接工艺,简便可靠,可在较小变形的情况下实现板与封闭型材件的连接;其可连接的材料种类基本覆盖所有车身材料;具有可拆卸性,并可采用公制螺钉或者更大尺寸的自攻钉进行返修。当然,FDS工艺也有其自身的局限性,如对夹具的刚性要求较高、工艺完成后在接头正反面有较大的凸起保留等。
FDS连接工艺一般用于车身板材与梁类件、型材类件以及铸铝件间的连接,如侧围总成与门槛梁、地板板金件与型材类件间的连接等。图21所示为某车型侧围总成与门槛梁FDS连接工作现场照片。进行FDS连接工艺设计时应注意被连接材料组合中不应含有脆性材料;不同材质间的铆接方向选择为由软向硬铆、由薄向厚铆;根据实际工艺情况,确定是否增加预置孔。许多欧洲汽车厂商均开始使用FDS连接技术,其中新奥迪A8车身上就采用了约740处热熔自攻丝铆接。

3.2.3 无铆钉铆接(TOX)
无铆钉铆接是借助模具对被连接板材施加压力,通过板材的冷变形充盈模具型腔,从而实现板材间镶嵌、互锁的一种连接工艺。TOX的工艺特点是简单、可靠、经济、高效,其可连接的材料种类覆盖车身用钢板、铝板以及非金属材料等。根据下模的结构形式,可将形成的接头分为直臂整体下模铆接接头、分体下模铆接接头两大类,如图22所示。其中,分体下模铆接接头由于嵌入量、颈厚值大而具有相对较好的剥离强度与剪切强度。

TOX连接接头强度与SPR铆接相比,相对较低,在车身上的应用仅限于一些非承载部位,如行李箱盖、发动机罩、后轮罩区域板材间的连接。
3.2.4 高强抽芯拉铆
高强抽芯拉铆是借助铆抢拉动钉芯,促使钉头向外扩张形成凸缘,从而将母材锁紧在头、尾两侧凸缘之间一种连接工艺,锁紧后再次施加拉力后钉芯断裂,从而完成整个工艺过程,如图23所示。
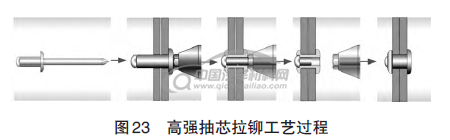
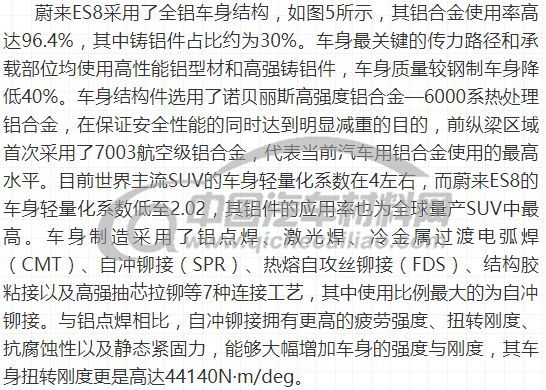
传统铆接一般需要双面操作,高强抽芯拉铆工艺的出现,使得单面操作成为更简便、易行的工艺,并且无噪声,工件不会破坏,方便、环保、准确、强度大。目前该工艺,已经在开始逐渐在一些高端车型全铝及钢-铝混合车身的制造中采用,主要用于板与板,板与型材间的连接。据报道,蔚来ES8全铝车身的制造中就采用了该项技术。
3.2.5 螺栓连接
螺栓连接也是一种常见的铝合金连接方式,具有结构简单、连接可靠、装拆方便等优点。连接铝合金部件的螺栓可以制成:铝合金螺栓、不锈钢螺栓以及普通钢制螺栓。根据不同使用条件,选择合适的螺栓。在受力大的情况下可选择高强钢螺栓。
在铝合金连接过程中,钢制螺栓需进行镀锌等表面处理,以阻碍后续的接触电化学腐蚀。目前,螺栓连接主要应用于铝合金车身型材类零件间的连接。凯迪拉克CT6车型铝合金车身后防撞梁与车身纵梁就采用了螺栓连接,如图24所示。

3.2.6 其他机械连接工艺
除了上述5中常见机械连接工艺外,在全铝及钢-铝混合车身制造中部分厂商还采用了拉铆螺栓、拉铆螺母、压铆螺栓以及压铆螺母连接工艺,如在特斯拉ModelS侧围总成制造中就采用了上述4种连接工艺。
3.3 粘接工艺
粘接工艺是通过胶粘剂与被连接件之间的化学反应或者物理凝固等作用将材料连接在一起的工艺技术。其优点是连接方式为面连接、应力分布均匀、抗振及密封性好,同时还有利于提高被连接件的疲劳强度。该工艺适用于同种及异种材料间的连接。结构胶的存在,避免了异种金属的直接接触,有效地减轻其电化学腐蚀问题。但对于纯粘接工艺而言,由于不同板材间的热膨胀系数差异较大,常常会产生固化变形和脱胶等问题,因而单独使用的场合不是很多。
在汽车碰撞过程中,结构胶还可以起到很好的缓冲与吸能作用。结构胶粘接+自冲铆接形成的粘铆复合连接工艺在豪华品牌轿车车身制造中的应用非常普遍。其中,捷豹XFL车型通过采用上述粘铆复合连接工艺将车身连接强度增大至单纯铆接的2至3倍。
4、结束语
随着汽车轻量化水平的不断提高,铝合金的应用将逐渐增多,可以预测在未来很长的一段时间内将呈现钢制车身、铝制车身以及钢-铝混合车身并存的局面。车产品设计也将会依据车身各区域的不同要求,选择使用不同性能、满足要求的铝合金材料以及合适的连接技术,以实现车身功能、材料以及工艺间的最佳匹配。只有加快铝合金连接新技术的开发与突破,才能拓宽铝合金在车身上的应用选择,为汽车的轻量化设计提供更多的可行性














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖