缓速器壳体零部件去毛刺技术研究与应用
毛刺是金属零部件生产制造过程中必然产生的现象,会直接影响零部件质量、制造成本及生产效率。近年来,随着我国制造业对产品质量的要求越来越高,毛刺对产品的潜在危害性受到了更多关注,各生产企业也对去毛刺工艺越来越重视。
作为集机、电、气、液一于体化的产品,缓速器对产品清洁度要求极高,这也对缓速器零部件去毛刺的质量提出了更高要求。而缓速器壳体零部件结构复杂、油路众多、难加工部位多,传统使用锉刀、抛光棉、细油石等打磨工具人工去毛刺的方法,不但效率低下,而且一些部位手工不易去除或去不净,甚至存在漏去的质量风险。因此,研究高效、高质量去毛刺技术已成为提升缓速器壳体加工质量和效率的重要方面。
本文以某款缓速器壳体为主要研究对象,总结了已应用于实际生产的各种主动和被动去毛 刺技术,形成了比较系统化的去毛刺思路和方案,可为其它铝合金壳体零部件去毛刺工艺设计提供一定的经验和借鉴。
主动去毛刺技术
主动去毛刺技术就是通过优化产品结构、合理设计刀具结构并选择参数、合理选择加工路径及顺序等一系列措施,尽量最小化乃至避免毛刺的产生,以减少或取消后续去毛刺工序内容。传统去毛刺思路,往往着眼于毛刺产生后再去除,这样不但延长了生产周期、增加了生产成本,而且无法确保去毛刺的质量,甚至毛刺去除不当会导致工件报废、造成经济损失。因此,在产品设计和工艺设计时,就应充分考虑最大限度地减少或杜绝毛刺产生,这往往能起到事半功倍的效果。
1. 设计结构优化
工件结构设计的合理性直接影响机加工毛刺的产生情况及去毛刺难度。因此,设计工程师在设计一款新产品时,就应把尽量减少毛刺产生或者方便后续去毛刺的设计因素考虑在内,作为提升产品工艺性的重要方面之一。
本文所研究的缓速器是一种缓速器市场早期产品,产品设计时对去毛刺的关注并不多,产生毛刺乃至飞边部位较多,也不易去除。为此,我们从以下两方面对缓速器壳体结构提出了优化建议,经试验验证后被设计采纳:
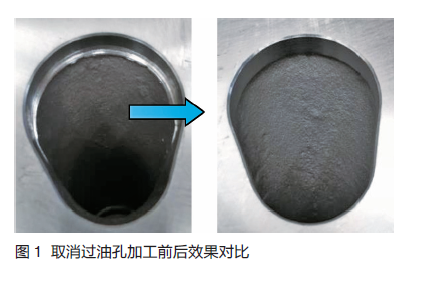
(1)对缓速器扭矩无影响的过油道免加工,杜绝油道口底面毛刺及飞边的产生。例如,取消两种工件的D32 过油孔精加工,直接由铸造保证该尺寸,可节省精镗刀和反倒角刀,节约机加时间40 s,从源头解决了困扰现场的毛刺、飞边去不净的问题(图1)。
(2)在机加工面和铸造面间增加铸造圆弧角过渡,使机加工后机加面及铸造面相交处只产生极小毛刺,毛刷极易刷干净这些小毛刺,还大大提高了毛刷寿命。
在后续缓速器新产品设计中,工艺人员就从方便去毛刺角度给出了类似合理性建议,大大降低了去毛刺难度。
2. 合理选择进出刀和走刀路径
一般而言,铣刀旋出工件所产生的毛刺就比旋入工件时产生的毛刺小,因此,加工时应尽量避免刀具的反复旋出、旋入。在进刀和改变切削方向时,应尽量选择圆弧切入或圆弧过渡,不但可避免刀片承受较大应力、延长刀具寿命、减小振动,而且产生毛刺会小很多。另外,当平面切出角小于一定值时产生的毛刺也较小,可以通过改变进给速度和方向、铣削宽度、旋转速度来改变平面切出角。
3. 合理设定切削参数及刀具寿命
一般而言,切除余量越大,则切削力越大,工件终端部变形量越大,产生的毛刺就越大。因此,在加工中应根据工件的使用性能要求选用合适的切削参数,以减小或抑制毛刺的产生。例如,在铣削加工中,进给对毛刺尺寸的影响程度就比切削深度的影响程度要小,在保证切削效率的前提下,粗铣可分层进行,减小每刀切削深度,并为精铣留较小余量,可有效地减小毛刺的产生。
刀具磨损对毛刺形成也有很大影响,当刀具磨损到一定程度,刀尖圆弧增大,刀具进入方向毛刺会增大。例如钻通孔时,钻头锋利时孔背面产生毛刺很少、很小,而钻头变钝后加工孔背面会产生较大毛刺乃至翻边。因此,合理设定刀具寿命,及时更换铣刀片、钻头,可有效减少加工时毛刺产生。
4. 合理安排加工顺序
加工顺序对毛刺的产生、形状及大小也有一定的影响,因此,选取适当的加工顺序是降低去毛刺成本的有效途径之一。例如:面上钻孔时,先铣面再钻孔就比先钻孔再铣面产生的毛刺要小很多;加工相交孔时,毛刺将翻入先加工孔的内侧,先加工的孔应该使去毛刺工具易于达到;面上加工凹轮廓时,先铣表面再加工凹轮廓比先加工凹轮廓再铣面产生的毛刺要小。总之,工艺人员应该根据尽量减少毛刺产生或控制毛刺方向的原则合理安排工步顺序。
5. 设计复合刀具
为了提高加工效率,节约去毛刺刀具或后续去毛刺的麻烦,在工艺设计阶段就应该尽可能多地设计带去毛刺功能的复合刀,例如我们专门为缓速器壳体设计投制钻倒复合刀、锪倒复合刀、复合环槽铣刀等,后续无需去除孔口、槽口毛刺。
被动去毛刺技术
被动去毛刺技术主要指在毛刺不可避免地产生后,通过人工、数控机床、工业机器人及高压清洗等方式去除毛刺的技术。值得指出的是,因为缓速器壳体零部件结构的复杂性,单一手段不能完全去净毛刺,需要通盘考虑去毛刺质量和效率,选择最优的去毛刺方案组合。
1. 人工去毛刺
人工去毛刺是最普通、最传统的方法,主要是通过刮刀、锉刀、油石、砂布及钢丝刷等打磨工具对工件表面的毛刺进行去除。此种方法不仅劳动强度大,工时长,生产效率低,且对工人的技术要求高,很难保证去毛刺质量,主要用于新产品试制和小批量生产。为了提升缓速器量产产品加工质量和效率,人工去毛刺的方法正逐渐被机床去毛刺和机器人去毛刺所代替。
2. 数控机床去毛刺
对某些缓速器壳体而言,有些毛刺部位受制于机器人刀具数量的制约,或者有些去毛刺部位机器人打磨效果一般,则需要在机床上完成去毛刺工作。
(1)可伸缩正反倒角刀去交叉孔毛刺
交叉孔一直是去毛刺难点之一。操作者利用锉刀、刮刀等工具进行毛刺去除,操作困难,费时费力,加工的一致性较差,特别是有时还会划伤零部件内部加工好的表面。而在机床上使用尼龙管刷去交叉孔毛刺,刷丝易磨损、寿命短,去除效果也不理想。为此,我们引入了2 种具有可伸缩性的正反倒角刀,可用于加工中心去毛刺。
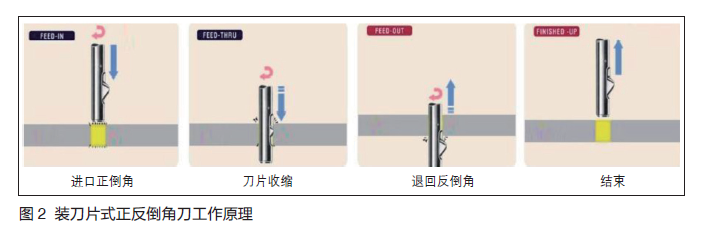
一种为装刀片式正反倒角刀,刀具进入孔口时前端刃可进行正倒角,倒角达到预设尺寸后刀片完全收入刀杆内,之后快速穿过工件,完全通过孔后刀片会弹回初始位置,刀具退回时后刀刃即可进行反向倒角(图2)。该刀具适合D10 以上孔径。
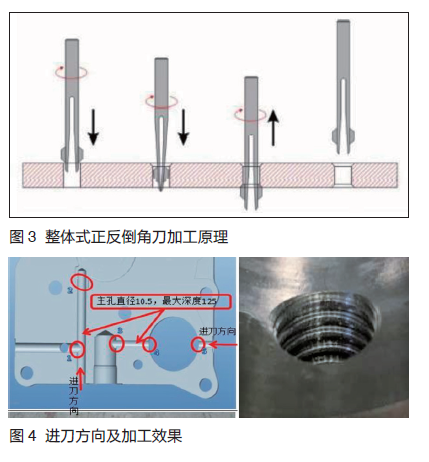
另一种为整体式正反倒角刀,其加工原理与装刀片式倒角刀一致,区别仅在于刀片会随刀杆一起弹性收缩或胀开,使刀具外径随形变化(图3)。该刀具适合D10 以下孔径。
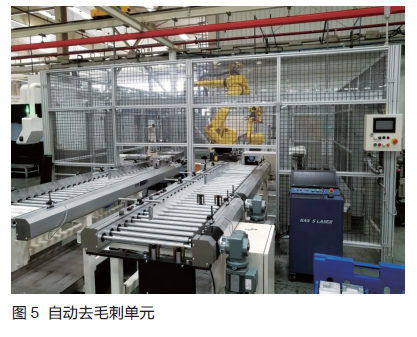
这两种刀具均可用于通孔正、反倒角的加工,可将传统45 º 倒角刀和反倒角合二为一,降低了刀具成本,提高了加工效率。同时,也可用于交叉孔去毛刺,例如针对缓速器壳体上的几处交叉孔,采用D10.5 整体式正反倒角刀加工,去毛刺质量均匀稳定(图4)。
(2)浮动刀柄去复杂曲线轮廓毛刺
针对一些复杂端面轮廓曲线,不平整轮廓边缘及拐角处毛刺,普通刀具及面刷去除效果不理想时,可采用一种用于数控加工中心的AKS 浮动去毛刺刀柄,它能在工件的实际轮廓和程序间自动补偿。该浮动刀柄分为柄部和浮动刀头两部分,柄部可安装在加工中心侧固式刀柄或弹簧刀柄中。浮动刀头为ER-11 弹簧夹头,可夹持柄部直径0.5 ~ 7 mm 的旋转锉等切削头,浮动机构可使旋转锉朝侧向最大偏移5 °。
加工过程中,刀柄会根据零部件实际形状自动进行径向偏移,沿不平整的边缘移动,在零部件实际轮廓和程序间进行自动补偿。编程时,主轴顺时针旋转,加工中围绕工件进行顺铣,并且切削头要有1 ~ 3 mm 的预压入量,保证运行程序时所有的轮廓都能被加工。可通过刀柄里面的机构调节刀头与零部件接触时的压力来控制压入量,压入量越多,倒角越大。该浮动刀柄已在缓速器壳体上成功应用,转速S5000进给F2000,去毛刺倒角均匀、效率高。
(3)磨料刷去端面毛刺
通常情况下,机床上也可装磨料刷去端面毛刺,磨料一般选择碳化硅、氧化铝、高铝、陶瓷、尼龙等材质。毛刷根据毛刺大小压入工件表面0.5 ~ 1 mm,以一定的转速和进给沿工件表面运动,打磨掉毛刺。机床冷却液可降低打磨温度,提高毛刷寿命。但是考虑到毛刷打磨会占据一定的机加工时间,因此,在自动生产线上,一般将毛刷打磨安排在自动去毛刺单元上,这样可有效降低整线节拍。
3. 机器人自动化去毛刺
去毛刺机器人因其效率高、精度高、运行轨迹复杂、报废率低、工作时间长等优点,近年来逐渐成为去毛刺领域的热点研究和应用方向。特别是智能制造的快速发展,机器人自动去毛刺技术必然成为行业主流趋势。现介绍一套已应用于壳体零部件去毛刺的自动化去毛刺单元(图5)。
该设备集成了工业机器人系统、夹具抓手系统、视觉识别系统、激光打标系统、刀具打磨及自动换刀系统及物流传输辊道。工人只需在上下料辊道处集中上下料,中间毛坯视觉识别、大机器人抓取工件打磨、小机器人通过自动换刀系统抓取刀具打磨工件、抓手快换、工件转运、激光打标等过程,均由去毛刺单元自动完成,节拍为202 s,远低于人工7 ~ 10 min 的去毛刺时间,不但降低了工人劳动强度,而且操作工可将更多时间用于零部件加工。在质量方面,机器人打磨毛刺无遗漏,去毛刺产生的倒角小于0.5 mm,去除量均匀,棱边较为光滑。
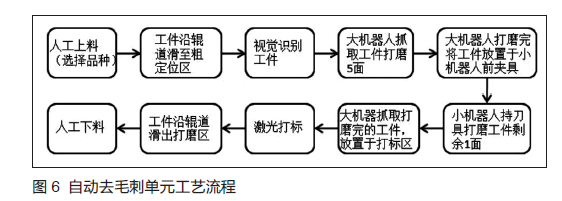
(1)工艺流程
两台机器人采用固定式安装,大机器人通过抓手搬运及打磨工件,小机器人持刀具打磨工件,四个工装夹具采用走行轴的形式,大机器人和小机器人可同时进行打磨,顺序合理紧凑。完整的工艺流程如图6 所示。
(2)机器人及其控制系统
两台机器人均为发那科机器人, 大机器人型号为M-710IC/70,小机器人型号为M-20Ia。机器人运行由示教器定义运动轨迹,两机器人可通过防碰撞软件控制避免撞机,机器人和各工位可实现互锁功能。设备具有手动运行和自动运行两种模式,PLC 系统控制设备的自动和手动运行。控制系统具备一定的生产管理功能,如日产量统计、刀具更换提醒、排屑提醒等功能。人机界面为触摸屏+ 按钮形式,触摸屏可显示各工位运行状态、报警信息等。
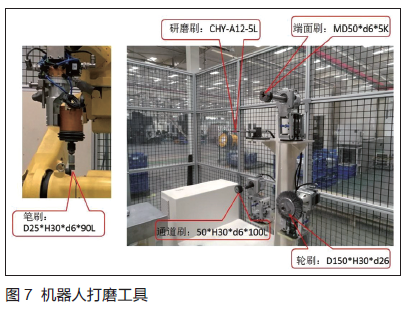
(3)打磨刀具及自动换刀系统
打磨刀具分端面刷、轮刷、通道刷、笔形、研磨刷5 种(图7),分别对应端面、曲面、异型孔及交叉孔处毛刺等不同工况。设备最好采用湿式打磨方式,可降低打磨时温度,提高毛刷寿命,同时避免铝粉对环境和人体健康的影响。
大机器人工位前设置一固定刀架,装有4 种刀具,通过气动主轴驱动,可实现径向或轴向浮动。小机器人旁设置1 套自动换刀系统,小机器人采用快换枪盘进行自动换刀。在小机器人上安装快换枪母盘,在刀具上安装公盘,换刀时通过公盘、母盘对接达到换刀功能。目前,小机器人可进行3 把刀具的自动换刀,而刀具库包含4 个刀位,易于后期扩展。
(4)视觉识别及打标系统
在上料辊道末端,有一套外形视觉识别系统,可对来料进行拍照防错识别,判断毛坯与程序、抓手是否一致。工件由人工放置在辊道上,如果辊道上机器人抓取位无料,则辊道中滚筒开始转动,工件输送至抓取位,由挡停装置进行挡停并粗定位,视觉系统开始识别无误后,大机器人开始抓取工件。
上料抓取位与下料位设置检测开关,检查两个位置有无料情况,进行互锁控制。大机器人将打磨成品放置下料位后,重新到上料区根据视觉识别系统信号判断是否进行新一轮抓料。打磨完成品此时在下料位进行激光打标,打刻“零部件号+ 车间号+ 生产日期+ 流水号” 明码, 并在6 mm×6 mm至10 mm×10 mm 区域内打刻二维码。打码完成后,辊道滚筒开始转动,将产品传输至辊道出口,由工人进行下料。
(5)抓手及夹具系统
共设计抓手2 套,抓手库1套。抓手库有两个工位,用于存放不用的抓手。换产时,大机器人可在20 s 内完成抓手的快换。系统在小机器人前放置4 个打磨工作平台,共设计2 套夹具对应2 个品种装夹固定。4 件夹具间隔放置,小机器人打磨1 工件时,大机器人可将新工件放置在另一套相同的夹具上。夹具具有吹风功能,可吹去定位面上的铝屑。定位面上安装气检装置,定位面有铝屑未清理干净导致定位不良时可发出报警。
结束语
随着我国制造业对产品质量的要求越来越高,高质量、高效去毛刺技术的研究与应用已成为行业趋势。针对某款缓速器壳体零部件的特点,通过对主动去毛刺和被动去毛刺技术的研究和综合运用,实现了壳体零部件高效、稳定的自动化去毛刺,提升了产品质量和清洁度,降低了工人劳动强度和去毛刺所有占用的工时及成本,并为其他铝合金壳体零部件去毛刺工艺的设计提供了一定经验和思路借鉴。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论