一文了解汽车软质内饰表皮成型3大主流工艺:搪塑|IMG|PU喷涂
目前,根据内饰零件的表层材料结构不同,可以将内饰零件分为三类:硬质、半硬质、软质。随着消费者对于舒适度的要求不断提高,软质内饰逐渐成为未来趋势,其多出现在追求舒适、美观、奢华的高端车上,一般在仪表板、门板、中央扶手等部位采用。今天我们就来详细了解一下软质内饰表皮成型的工艺:搪塑成型+阴膜真空吸附成型(IMG)+PU喷涂。
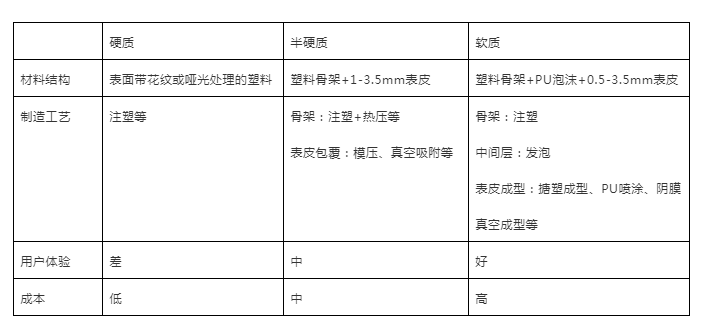
图片来源于汽车色彩材料表面处理
一、搪塑成型
一般来说,搪塑成型工艺主要应用于汽车仪表板及门护板的表皮,与汽车内饰骨架之间通过发泡工艺产生微孔结构,从而产生一种自然绵软的感觉。(真皮包覆工艺的中间层会发生变化)

1. 搪塑成型工艺介绍
搪塑工艺是对带皮纹的搪塑模具整体加热,模具和搪塑粉盒对接后旋转,粉盒中的搪塑粉末(PVC或TPU等)在重力作用下落入模具中融化,形成一个形状与模具内表面一致的带皮纹的表皮,然后冷却模具,粉盒脱离,工人取下表皮。

2. 搪塑表皮材料类型
主要包括PVC,TPU等。一般搪塑TPU性能会高于搪塑PVC。
3. 工艺特点有哪些
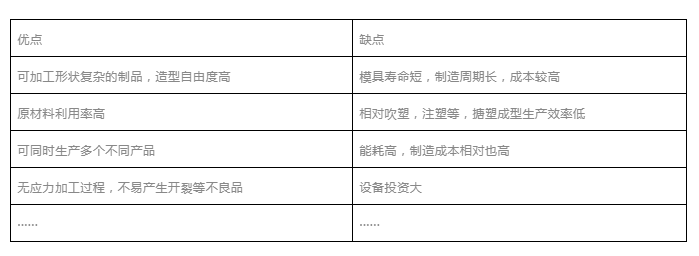
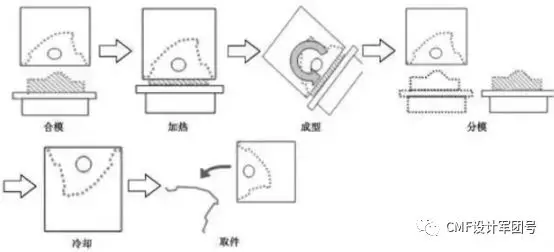
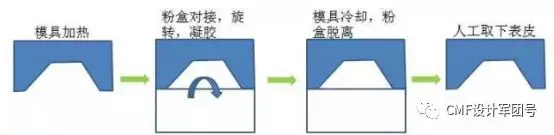
4. 工艺流程介绍
主要包括四个流程:模具加热、搪塑成型、冷却分离、脱出表皮。
模具加热:将模具加热到一定温度。常见加热方式有热风循环加热、明火加热、热液体传导加热、红外线加热、电加热、热油加热等。一般可根据模具形状和生产需要等因素选择合适的加热方式,IP一般采用热风循环加热方式。
搪塑成型:粉盒对接,旋转,凝胶。搪塑聚合物料粉,通过旋转,利用重力落到预热后的模具中,模具温度超过料粉的粘结温度和熔融温度,料粉粒子粘附到模具内表面,形成一层融体,在旋转过程中,聚合物粒子结构越发紧密,然后,根据设备和料粉的不同,有的需要进入凝胶烘箱进行凝胶,有的则靠模具自身余热就可以完成凝胶,最终形成制品。一般日本的搪塑设备+日系粉末,则无需专门的凝胶烘箱进行凝胶。
冷却分离:冷却定型制品。常见的冷却方式有冷水冲淋、喷雾冷却、空气对流冷却、空气中缓慢冷却。冷却时间越短,产品的收缩变形越大,空气中缓慢冷却影响最小,但出于生产效率的考虑,一般采用冷水冲淋或空气对流冷却。
脱出表皮:人工取下表皮。若模具内表面有污物,需及时清理后,再开始下一循环。
5. 主要应用
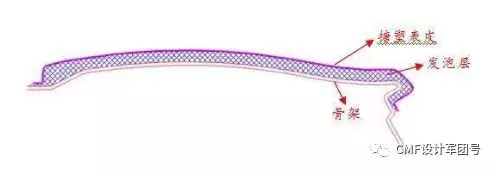
搪塑成型产品的结构包括:表皮层、发泡层及骨架层。


图 大众中控台、车门板上方均采用了大量软性搪塑材料包裹,手感很不错

图 中控台上基本上能够到的地方几乎都是软质的搪塑材质

图 前门内饰板的上沿为搪塑材质
二、阴模真空成型(IMG)
随着主机厂对仪表板颜色、光泽和皮纹一致性以及造型复杂程度的要求不断提高,传统的阳模真空成型工艺已经难以满足。因此,阴模真空吸附成型工艺应运而生,主要应用在仪表板、门内板等内饰件。
工艺视频欣赏,时长2份18秒,请放心观看
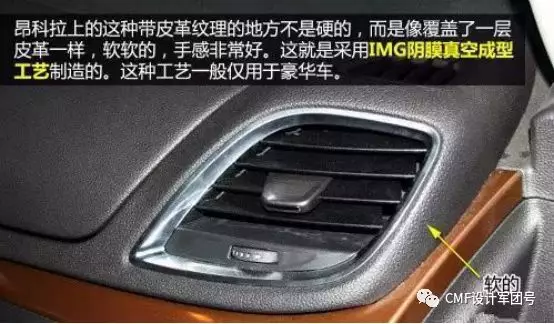
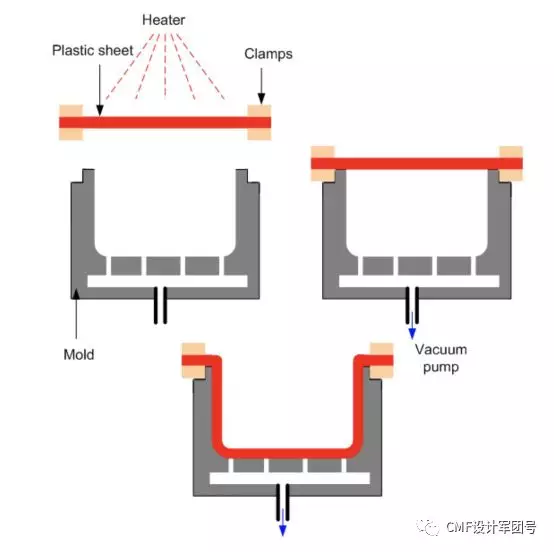
1. IMG工艺介绍
阴模真空吸附成型也被称作模内压纹成型,简称IMG(In-Mold Grain)工艺。把表皮片材固定在模具的上方,加热片材至成型温度,抽真空,使表皮片材覆盖在阴模上。利用此工艺生产的制品与模腔贴合的一面质量较高,结构上也比较明显细致,壁厚最大部位在模腔底部,最薄部位在模腔侧面与底部的交界处。因此,阴模真空吸附工艺不适于生产深度很大的制品,但适合生产圆角小,皮纹和光泽均匀性要求较高的制品。
图片来源于汽车色彩材料表面处理
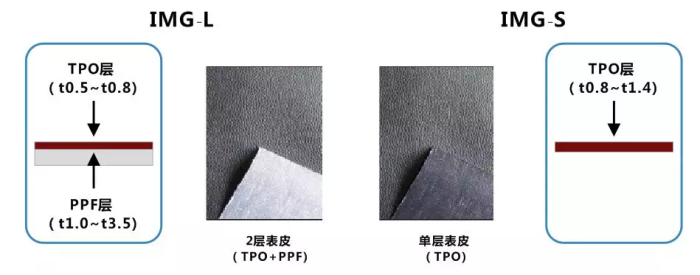
IMG(In Mold Grain):阴模真空成型,分为 IMG-S 和 IMG-L。
· IMG-S(In Mold Grain-Skin):是一种使用刻有皮纹图案的阴模,将光滑的膜料在模内成型出内饰件形状的带有皮纹的表皮的工艺。IMG-S 主要用于成型零件表皮。
· IMG-L(In Mold Grain-Laminate):是一种使用刻有皮纹图案的阴模,将光滑的膜料在模内成型出内饰件形状的带有皮纹的表皮,做出表皮后在机器的同一工位将该表皮真空吸附在骨架基材上的工艺。IMG-L 是把骨架与表皮一起做成零件,且使用的表皮也与 IMG-S 不同。
IMG 的应用范围:仪表板本体、门护板上部、门护板中部、门护板扶手等产品。
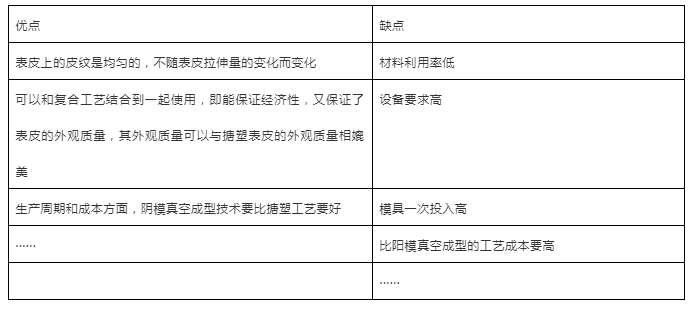
2. 工艺特点
3. IMG工艺材料介绍
主要有TPO和PVC,其中TPO分为带背泡和不带背泡两种。
带背泡:TPO层一般为PP背泡层的1/4-1/3,如英朗仪表板表皮TPO层0.5mm,pp背泡2mm
不带背泡:一般为0.5mm-1mm,如仪表板表皮TPO层0.5mm,pp背泡2mm
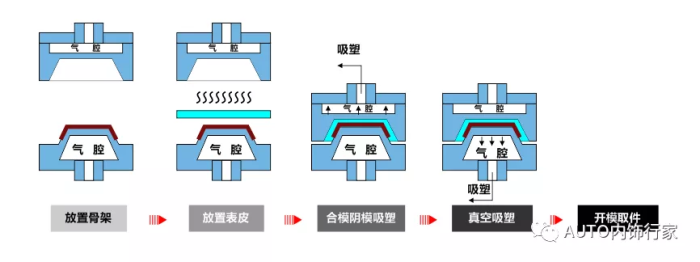
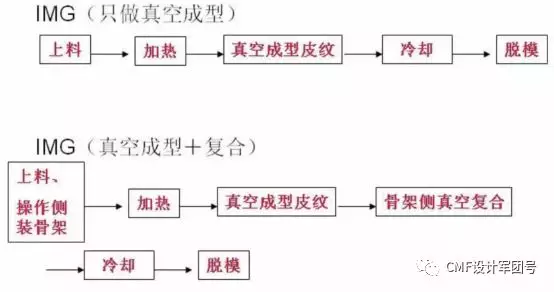
4. 工艺流程
阴模真空吸附成型模具一般采用镍壳模,表面刻有皮纹,皮纹通过真空成型压制到表皮上。
动图来源:汽车色彩材料表面处理
IMG与复合工艺相结合的工艺流程有些许差别。
5.IMG 与搪塑、阳模吸塑对比
· 阳模真空成型是使用带有皮纹的原料,通过加热,凸模真空吸塑,将表皮吸附在模具上获得所需表皮或复合在基材上,直接获得所需产品。
· 搪塑工艺是搪塑模具和料盒结合绕着一单轴或多轴做旋转,旋转过程中,粉末进入模具,与热的模具接触、熔化并在模具内壁上形成所需的表皮。
IMG 与搪塑、阳模成型相比有以下几项优势:
没有皮纹拉伸变形和损失(与阳模真空成型相比);
设备投入成本低(与搪塑成型相比);
可成型较小的圆角(与阳模真空成型相比);
可在同一次成型中成型不同图案的皮纹;
产品重复稳定性好,成品合格率高。
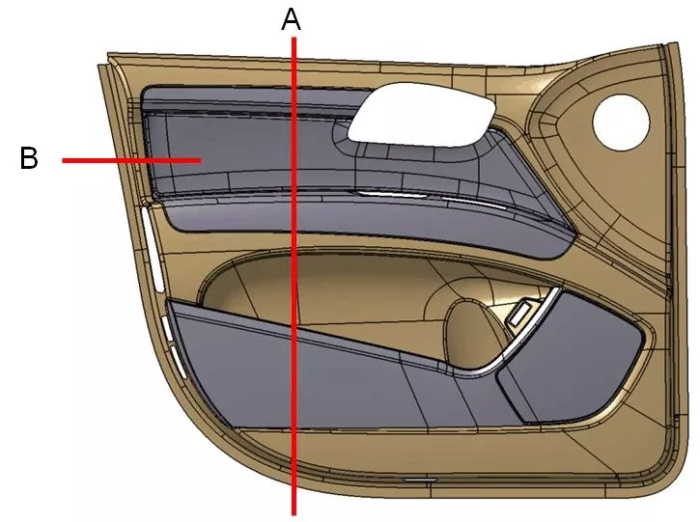
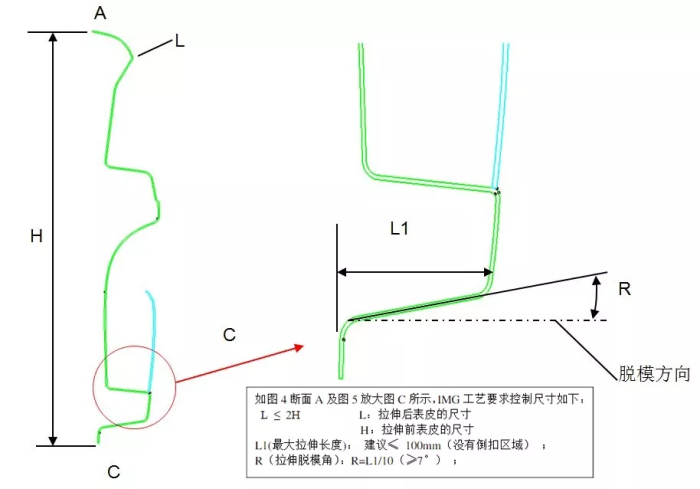
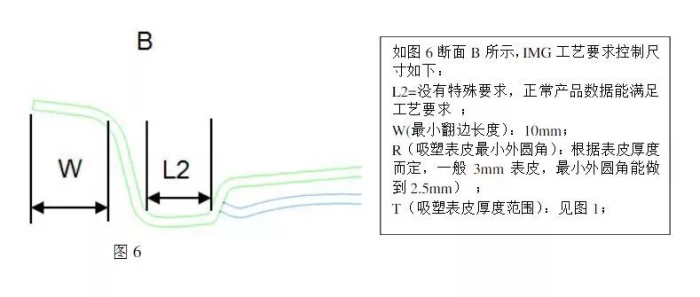
6.IMG 设计注意要点
下图以门护板为例,说明 IMG 设计时注意的要点
三、PU喷涂
PU表皮喷涂工艺是一种较新的工艺,在2005年才进入中国,主要用于汽车内饰如仪表板和汽车门板扶手表皮的成型制作。
1. PU喷涂工艺介绍
PU Spray表皮是采用PU材料,通过喷涂在镍壳模具内成型表皮,具有:造型设计灵活、低VOC、轻量化、良好的触感、耐低温和耐光较、模具寿命长、能耗相对小等优点。
2. 工艺特点
相对于一般的搪塑及真空成型工艺,PU表皮喷涂工艺具有以下优点:
工艺及材料更为环保。这是因为所喷涂的PU材料不含氯,对环境的污染小。
PU材料的表皮具有更好的低温柔韧性、手感及爆破性能。
表皮的皮纹重现性更好,表面皮纹可以做得更深,也能实现更低的光泽。
模具可保持低温(65℃以下),而不需经受高低温冲击,因此模具有更长的寿命,甚至是终身可用。
更方便地转换和控制颜色,例如可以更容易实现双色效果。在实现双色表皮的时候,搪塑工艺由于需在模具里面通过密封条来区分两种不同的颜色,这样如需取得比较好的密封效果,就要求两种颜色分界线的轨迹变化比较平缓,否则可能出现串色现象,而PU 喷涂工艺则不会出现这种情况。
PU喷涂反应完成后形状和尺寸会固定下来,而不像热塑性材料那样容易受使用外部物理条件的影响,因此材料具有良好环境适用性能。通常,表皮的厚度可以通过喷涂的时间和流量来调节和控制。
3. 工艺流程
PU表皮喷涂工艺主要是将两组分的PU原料在经过计量设备精确计量后增压至高压状态,再经高压混合反应,然后喷涂到镍壳模具上,最后PU附着在镍壳上成为一张表皮。在此过程中,两组分PU的混合反应属于化学反应。
PU Spray表皮生产工艺主要有以下两种
喷脱模剂→喷模内漆→喷PU原料形成表皮→固化并取出表皮
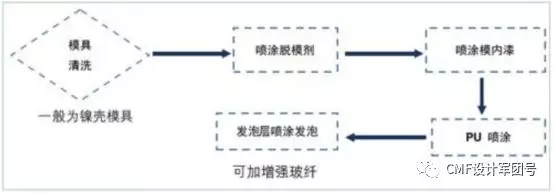
图 PU喷涂制造仪表板表皮工艺流程,来源于弗戈工业在线
喷脱模剂→喷第一层PU材料→喷第二层PU材料→固化并取出表皮→质量检查
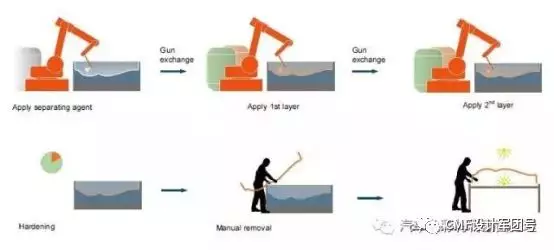
图片来源于汽车色彩材料表面处理
4. PU表皮材料
PU表皮的基本组成主要分为两种:
(1)组分一为多元醇组合料。一般会同时加入一些助剂,如催化剂、抗氧化剂、表面活性剂及紫外线吸收剂等。
(2)组分二为异氰酸酯(盐)类。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论