成熟可靠的远程激光焊接技术
采用固体YAG激光器进行焊接,已成为汽车制造过程中一项成熟可靠的工艺。该项工艺现广泛用于车身和车架制造、传动系统制造、车座制造和其他领域。由于能够进行光束共享以及可利用柔性激光电缆传输激光束,固体激光器可以轻松自如地与机器人共同使用。机器人的移动与光学扫描仪的动态运动紧密配合,不但可以带来高度灵活的机器人3D焊接工艺,还可以带来高生产率。
碟片激光器技术
固体激光器技术源于灯泵浦系统,逐渐发展至二极管泵浦系统以及此后的二极管泵碟片和光纤激光器系统,这使得该技术的功效和光束质量出现了巨大的飞跃。取得如此重大技术改进的主要原因在于半导体二极管泵浦激光晶体的采用,半导体二极管仅发射出一段波长的光,可以被激光晶体很好地吸收。此类系统的光—光转换效率可以达到如今碟片激光器的65%左右,从而使整个的电光转换效率最高达到30%,与灯泵浦系统相比其效率提高了约10倍。
碟片激光器的另一大优势在于激光主动晶体本身的设计。对于泵浦系统(见图1a)来说,泵光所产生的热量会导致热透镜效应,从而将影响光束的预期质量。新碟片激光器(见图1b)的设计使晶体内部(碟片,即图1b中的红色部分)表面的温度保持恒定。因而,采用碟片激光器所实现的光束质量将大大超过泵浦系统,由此可以将光束参数积(BPP)最高提高6倍。
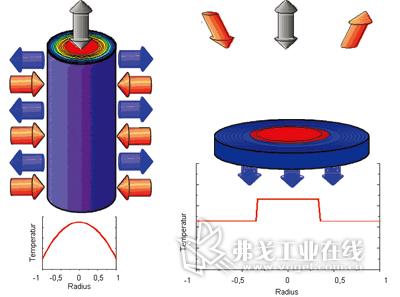
图1 泵浦系统(a)和碟片激光器(b)的不同
半导体二极管泵浦技术的改进,表明碟片激光器的潜力尚未得到充分的开发。第一代二极管可以从一个碟片中产生1kW的激光电源,而最新一代的二极管则可以产生4kW的激光电源。如果将多个单独的碟片谐振腔集中在一起,一个碟片激光器总体可利用的激光电源功效从理论上讲将接近无限。现有的4个谐振腔的设计可以形成16kW的激光电源,在提高激光功率的同时光束的质量并未受损。有4个谐振腔的碟片激光器如图2所示,包括泵浦二极管、光学共振器、实时/闭环电源控制系统以及采用TRUMPF LASERNETWORK最高可转换为6倍输出功率的光束转换装置。碟片激光器谐振腔的工作原理如图3所示,来自二极管叠堆泵的泵浦光束通过谐振腔内的反射镜多次反射,最高可20次穿透碟片激光器,然后,碟片激光器将泵浦光线“转换”为可用于加工的激光光束。
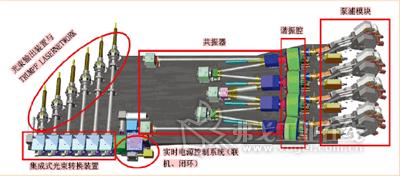
图2 有4个谐振腔的碟片激光器
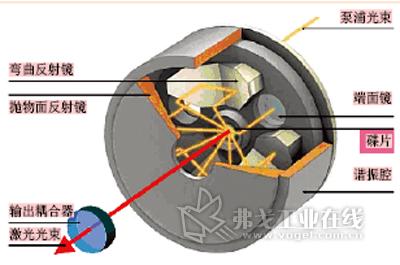
图3 碟片激光器谐振腔的工作原理
远程激光焊接
由于碟片激光器的光束质量得到改进,因此可以设计出新的具有更长焦距的光学头,同时不会影响其加工速度或焦点尺寸。例如,一个4kW碟片激光器的光束质量比一个4kW灯泵浦激光器光束质量高3倍,那么其焦距长度也可以3倍于灯泵浦激光器,与此同时其焦点直径仍可保持在适于深熔焊接通常尺寸的0.6mm左右。
新的光学焊接技术可以利用500mm或以上的焦距,称为“远程焊接”。更长的工作距离可以大幅降低激光污染,并延长防护玻璃的使用寿命,从而有利于降低运营成本。高光束质量的激光器还可以增加光学扫描仪的场尺寸,从而可以通过由检流计电机驱动的可动反射镜对光束进行定位。此类光学扫描仪的可编程性,可以在处理区域内对任何焊接形状进行加工。由于这些反射镜的质量小,激光非常活跃,将光束从一个焊接位置重新定位到下一个焊接位置几乎不存在时间损耗。
通快公司的可编程聚焦的光学仪器PFO 3D可以使所有轴对光束进行高速三维定位。所有这些轴可以将光束在不到30ms的时间内从一端重新定位到另一端。各个轴之间的协同运动可实现对直线形、圆形或弧形等各种焊接模式的加工。
通快扫描仪控制器系统可以与机器人运动控制器进行耦合,与机器人的轴实现完全同步。这使得在进行极高速材料加工的同时,机器人可以移动光学扫描仪,从而可扩大加工的空间,并对部件进行三维接触。这种将两种系统耦合在一起的技术被称为“实时加工”(processing-on-the-fly),这是目前最为高效的焊接技术。由于激光光束通过光学扫描仪可以极其快速地从一个焊接位置“跳”至另一个焊接位置,不会存在光束重新定位的时间损耗,机器人路径的移动速率通常快于焊接工艺的有效加工速度。如果直接观看整个焊接过程,人的肉眼将难以跟上焊接“电火花”的移动速度。
远程焊接的实际应用
机器人激光扫描仪系统的焊接性能,在很大程度上取决于所应用的实际激光输出功率(1~10kW不等)以及光学扫描仪的设计。一般而言,在所有其他因素保持不变的前提下,激光输出功率越高,焊接的速度则越快。在汽车行业中,这种技术可用来焊接0.6~1.5mm厚的金属片。采用4kW功率的TRUMPF TruDisk Laser碟片激光器的遥控焊接技术将两块1mm厚的金属片焊接在一起,其有效焊接速度大约可达到100mm/s。其生产效率的实质性提高主要源于大幅缩短了将焦点从一个焊接位置重新定位到另一个焊接位置所用的时间。
利用软件可对焊接模式进行自由编程。无论采用多大功率的激光电源,TRUMPF TruDisk Laser碟片激光器进行一次C形焊接的时间均不会超过200ms,而电阻点焊工艺进行同样焊接的时间一般都需要2s。各种实际应用的经验表明,碟片激光器焊接的生产率一般比电阻点焊生产率高2~6倍。
1. 高强钢的焊接
高强钢是当今另一个主要的焊接应用领域。高强钢的屈服强度不断增加并已超过了1 000MPa。从理论上讲,钢的强度越高,其对热输入的敏感性越高。由于激光器焊接比电阻点焊乃至MIG焊接的热输入更小,因而激光器光束焊接仍是焊接高强钢的首选方法。不过,热输入降低的副作用是部件的变形度也相应降低。
2. 锌和激光凹槽
在焊接钢材的时候,一个必须重点考虑的因素是锌。用于汽车车身制造的最新钢板往往在两侧镀有锌。当温度达到约900℃时,锌通常会气化,而下面的钢却根本没有熔化。因此,包在两块金属片之间的两层锌在焊接时会产生很大的蒸气压。如果金属片之间没有缝隙,蒸气压将导致熔化材料发生爆炸,绝大多数情况下是冲破上层的金属片发生爆炸。这最终将可能削弱焊接的效果,并可能发生泄漏。因此,必须有一个缝隙使蒸气压能够从金属片之间侧向逃逸。
形成这种缝隙的方法多种多样,但激光技术可以提供最为灵活的解决方案。在将两块金属片焊接在一起之前,用于焊接的同一设备可首先用来施行一种被称为“激光凹槽”(Laser Dimpling)的工艺。可以对激光参数进行调节,形成一个可再生的凹槽,高度通常在0.1~0.2mm之间,可以在10ms以内采用同一设备以极其低廉、高效的方式形成多个凹槽。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖